Материалы:
- полоса или пластина сечением 30 мм;
- подшипники с наружным диаметром 40-50 мм – 2 шт.;
- круглая болванка для токарных работ диаметром 40 мм;
- кругляк 15 мм;
- болты М10 под шестигранник – 2 шт.
Процесс изготовления гибочного станка
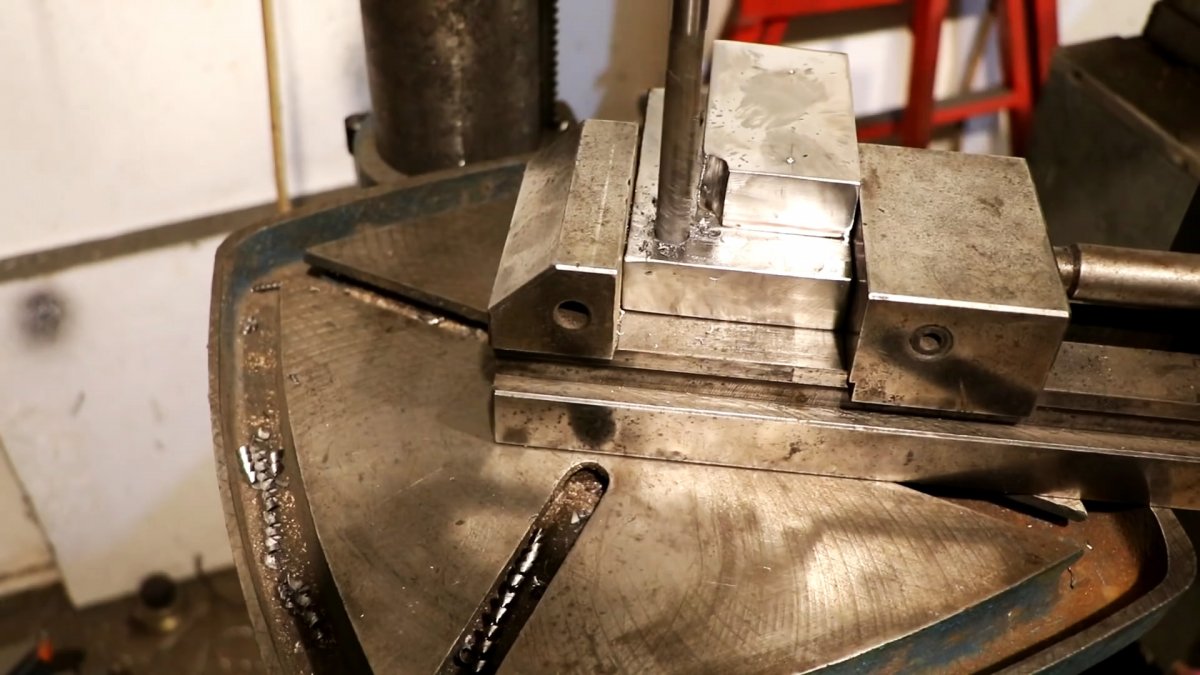
Перед началом сборки станка потребуется провести токарные работы, используя в качестве заготовки болванку 40 мм. Из нее делается втулка высотой 30 мм с внутренним отверстием 15 мм. Также нужно выточить 2 втулки грибка. Наружный диаметр их тонкой части должен равняться диаметру внутренней обоймы имеющихся подшипников. Диаметр шляпки грибка делается на 5-10 мм больше. Во втулках сверлится отверстие 10 мм и делается потай под шляпку болтов. Также из кругляка 15 мм нужно сделать палец в большую втулку. Нужно его слегка прошлифовать, чтобы он легко входил в ее отверстие.

Станина станка изготавливается из полосы или толстой стальной пластины.

Она состоит из двух прямоугольных заготовок разного размера. Меньшая должна иметь достаточную площадь для размещения двух подобранных подшипников. Большая делается шире и длиннее на 30-40 мм. Один угол меньшей пластины обрезается и скругляется внутрь так, чтобы к нему с зазором 1-2 мм можно было приложить втулку диаметром 40 мм.

Заготовки станины складываются вместе и подравниваются по углу противоположному от скругленного, после чего свариваются сплошным швом и зачищаются по сварке.


В станине станка делается 3 отверстия. Первое сверлиться под палец для установки большой втулки.

Оно делается в нижней широкой пластине на угле так, чтобы втулка подходила к скругленному углу верхней пластины с зазором 1-2 мм. Затем высверливаются 2 глухие отверстия на меньшей пластине под установку подшипников упоров на болты М10.

В глухих отверстиях нарезается резьба. Затем в них закручиваются болты с надетыми подшипниками и втулками грибками.

К большой втулке приваривается плечо, вырезанное из используемого для изготовления станины металла. Поверх него приваривается упор из этого же материала. Его край должен не доходить до отверстия во втулке на 12-15 мм. На торце упора нужно нарезать насечку. Затем плечо удлиняется кругляком. Он приваривается под небольшим уклоном вверх. Желательно нагреть насечки упора газовым резаком и закалить, охладив в воде.





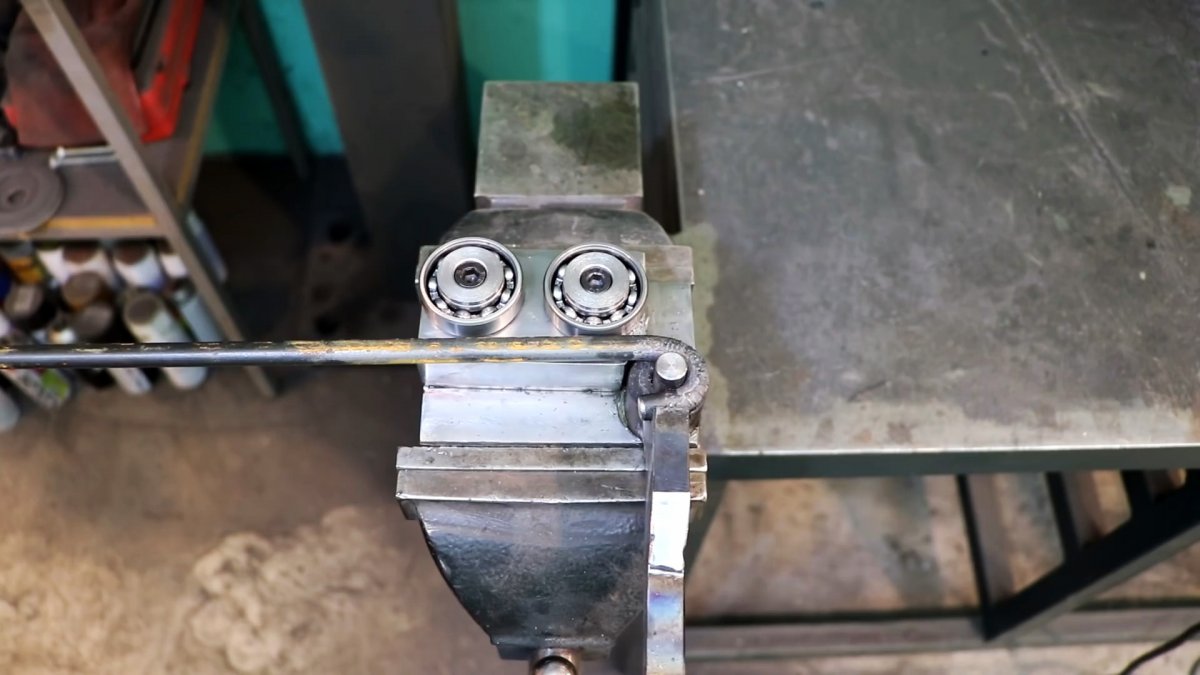
Во втулку с ручкой забивается палец, и она устанавливается в отверстие на станине.


Станок зажимается в тисках. Для изгиба арматура или кругляк укладываются между подшипниками и пальцем, затем сгибаются поворотом рукояти.