
Материалы:
- ЖД рельс;
- стальной кругляк диаметром 14 мм;
- шайбы М14 – 2 шт.
Изготовление станка
В качестве основания станка используется обрезок ЖД рельса длиной 110 мм.

Его головка имеет выпуклую форму, поэтому ее нужно отшлифовать, сделав плоской. Это удобно делать болгаркой с лепестковым кругом.
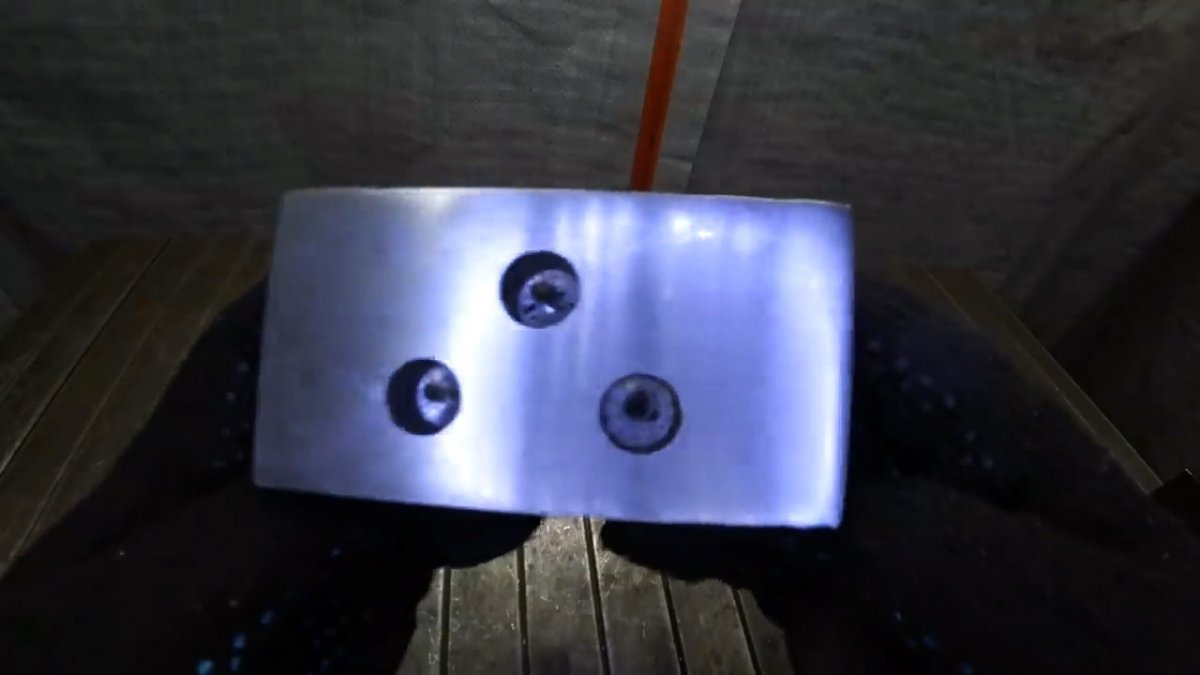
В головке рельса делается 3 глухих отверстия сверлом 14 мм. Для этого керном наносятся метки, располагаемые как вершины равнобедренного треугольника.
Расстояние между точками в его основании составляет 40 мм, а дистанция от основания до третьей вершины 22 мм. Рельс сверлится затруднительно, поэтому сначала используются тонкие сверла, а потом отверстия расширяются до 14 мм.


Глубина сверления 10-15 мм. Также можно сразу сделать сквозные отверстия по углам подошвы, чтобы потом прикручивать станок к столешнице или деревянной колоде.
Из стального кругляка диаметром 14 мм нужно отрезать 3 пальца длиной 40 мм. Они запрессовываются в отверстия в головке рельса.


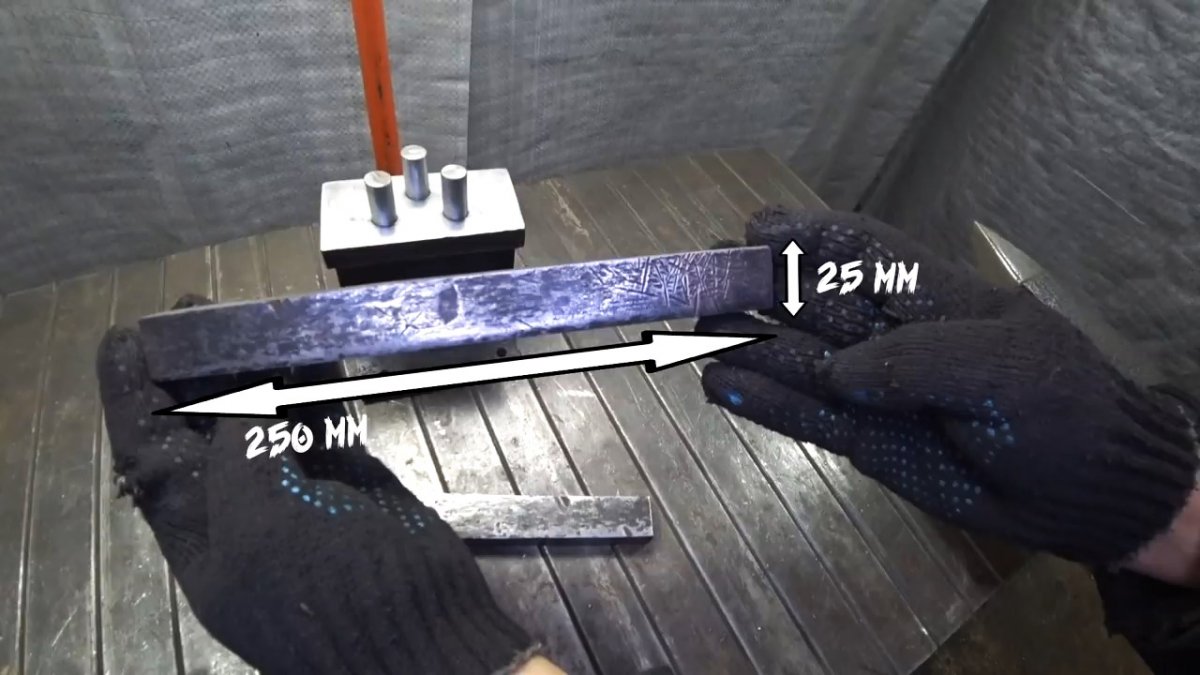
Далее из шейки рельса нужно сделать 2 рычага. В этом месте рельс имеет толщину 15 мм, поэтому они получаться стойкими к деформации от нагрузки. Размер рычагов составляет 25х250 мм.


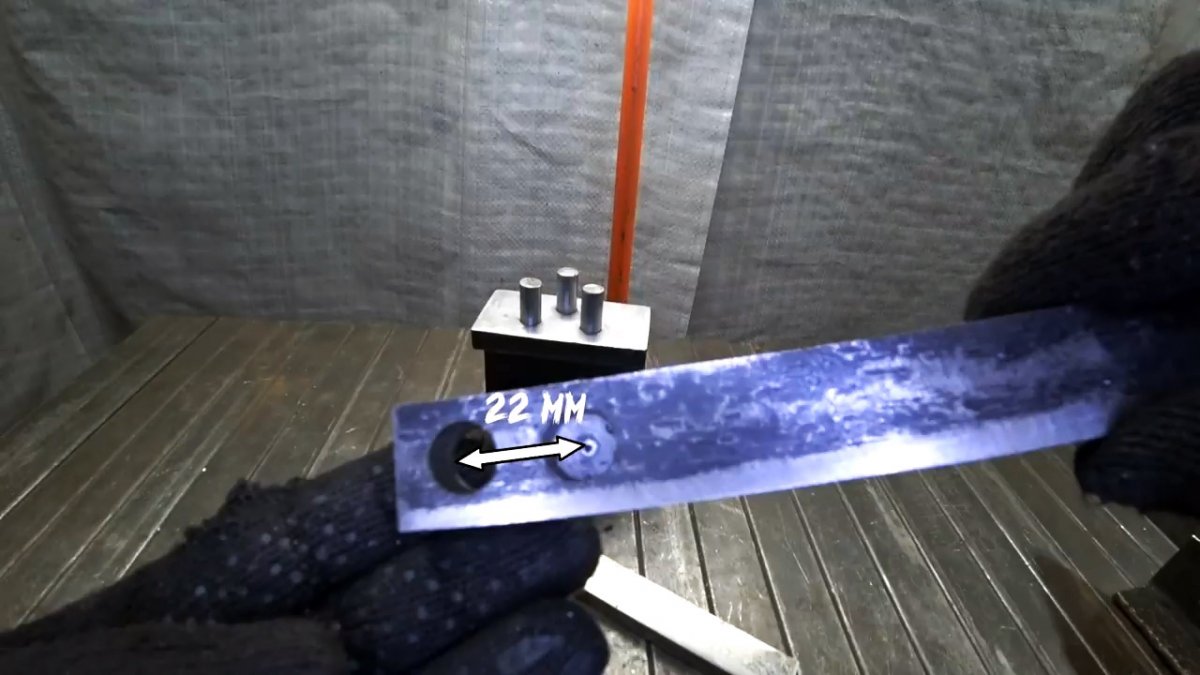
У края каждого рычага сверлится сквозное отверстие сверлом 14 мм. От него на отступе делается еще одно глухое отверстие на половину сечения заготовки. Расстояние между центрами отверстий 22 мм.


Затем рычаги нужно разделить на 3 одинаковые части и подрезать по отметкам на половину толщины, чтобы согнуть. Первый надрез делается на противоположной стороне от глухого отверстия. Для надреза по следующей метке заготовка переворачивается обратно. В результате рычаг по первой линии подгибается в одну сторону, а по второй в противоположную. После изгиба надрезы завариваются, и швы шлифуются.



Из кругляка вырезается еще 2 пальца, но уже длиной 20 мм. Они забиваются в глухие отверстия на рычагах.
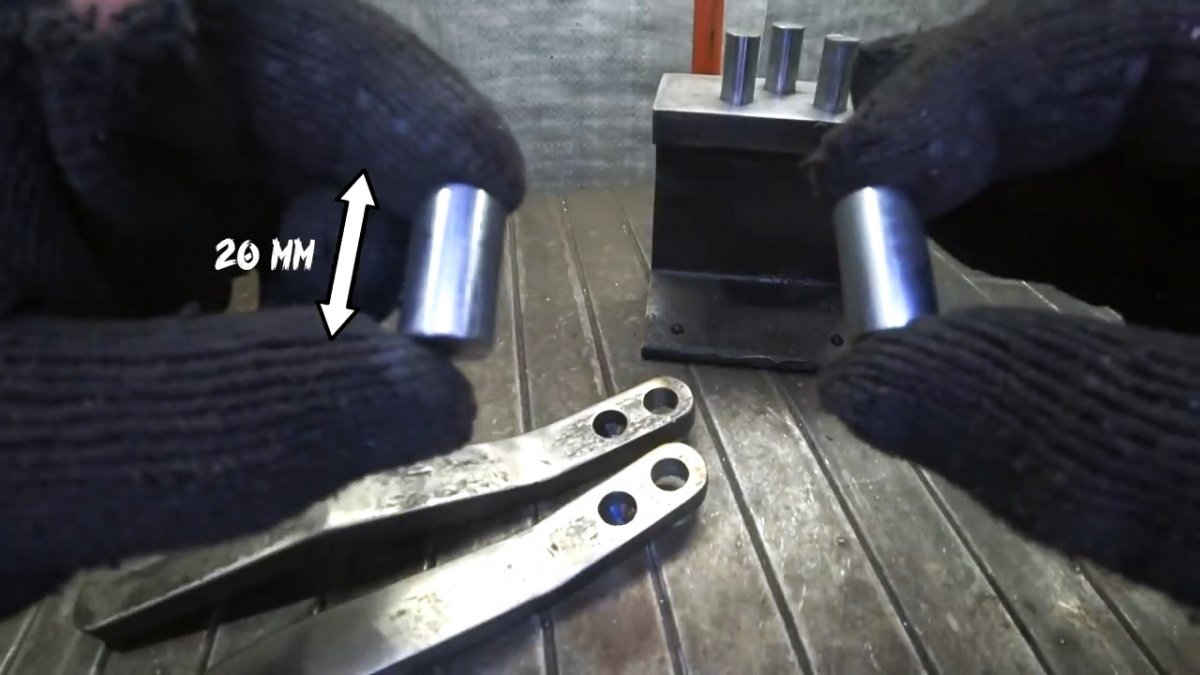
Затем рычаги устанавливаются на шипы в рельсе, на которые предварительно надето по шайбе.




Станок прикручивается через отверстия в подошве к столешнице или просто зажимается в тисках. Между его пальцами укладывается отрезок прута, который движением рычагов загибается в цепное звено. Сквозь него пропускается следующий прут и также сгибается. В результате делается цепь необходимой длины. После этого звенья завариваются, и она может использоваться по назначению.



















