
Материалы:
- листовая сталь толщиной 20 мм;
- гладкий прут d 10мм;
- квадратный прут 14х14 или 20х20 мм.
Сборка станка для изготовления цепи
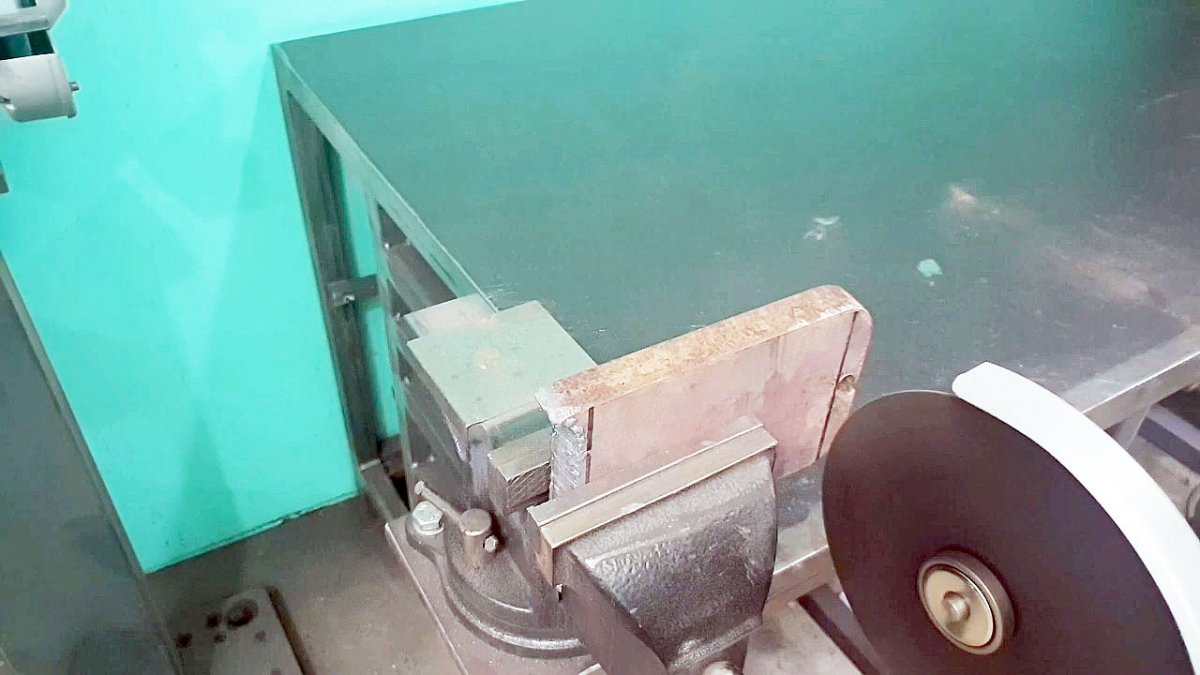
Для изготовления основания гибочного станка нужно вырезать из листовой стали заготовку 12х20 см. Можно использовать свои размеры, но если заготовка будет крупнее, то готовый станок может не помещаться в обычные тиски. Тогда его придется прикручивать к столу или большой деревянной колоде.

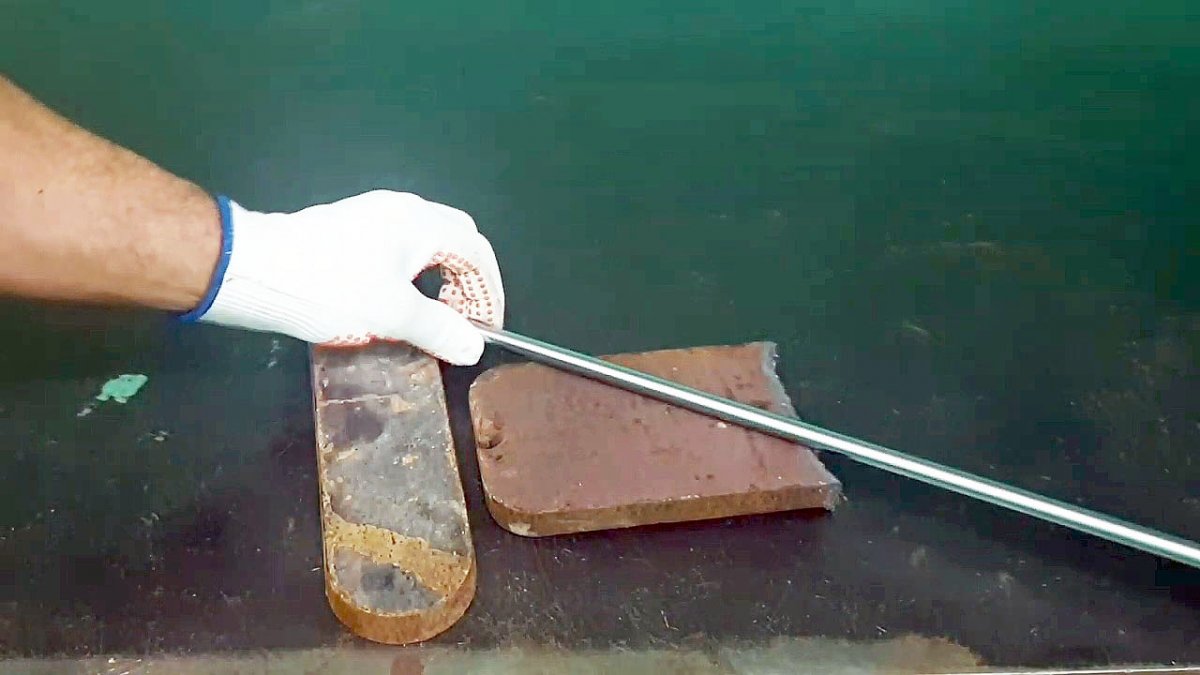
Из такой же стали вырезается пара гибочных губок. Их размер составляет 3х10 см. Один торец каждой губки нужно скруглить, обработав на наждаке или сточив болгаркой.

Далее следует отшлифовать лепестковым кругом поверхность губок и ранее сделанного основания кондуктора.


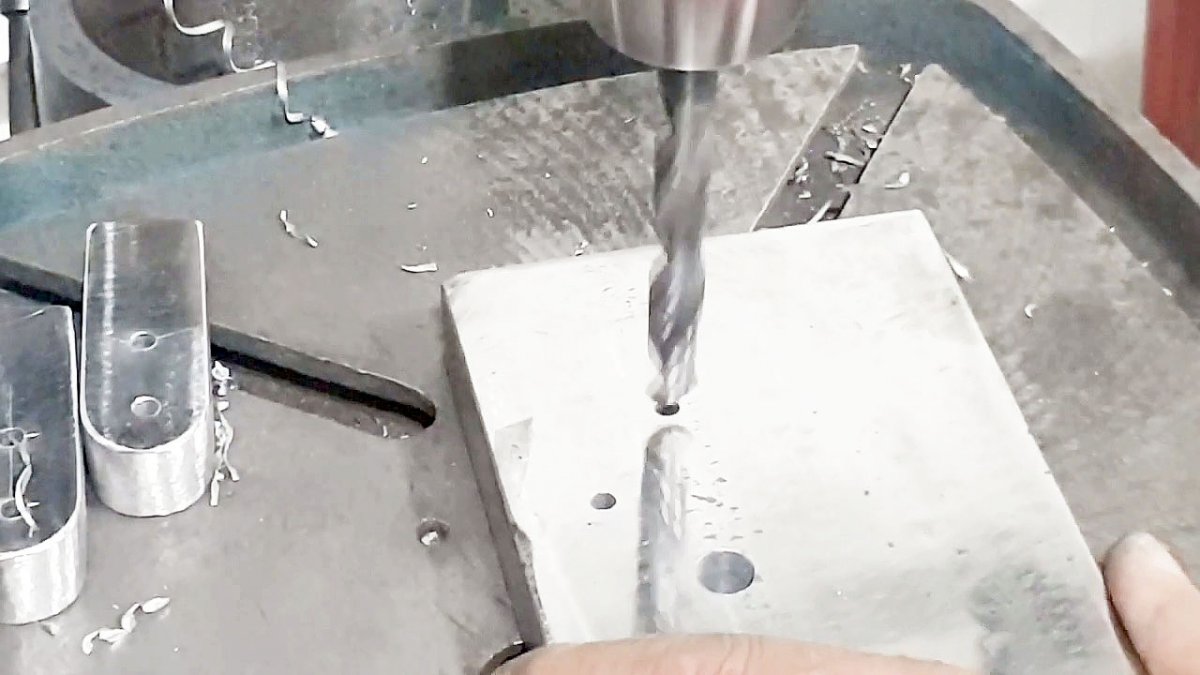
На подготовленных губках нужно сделать по 2 отверстия. Первое сверлится со стороны скругленного торца.

Его диаметр должен составить 11 мм. Центр отверстия располагается на отдалении 15 мм от сточенного торца и боковых краев. Второе отверстие отдаляется от первого на 1-1,5 мм больше толщины прутков, которые будут использоваться для изготовления цепей. Для него применяется сверло 10 мм. Поскольку сверлить настолько толстый металл сложно, то сначала стоит проделать тонкие отверстия, а потом их расширить до нужного диаметра.
Также сверлом 10 мм делается 3 отверстия на основании кондуктора. Два из них располагаются в одну линию. Расстояние между их отдаленными краями должно соответствовать длине желаемых звеньев. Третье отверстие сверлится по центру с отступом в сторону на толщину прутков для гибки.


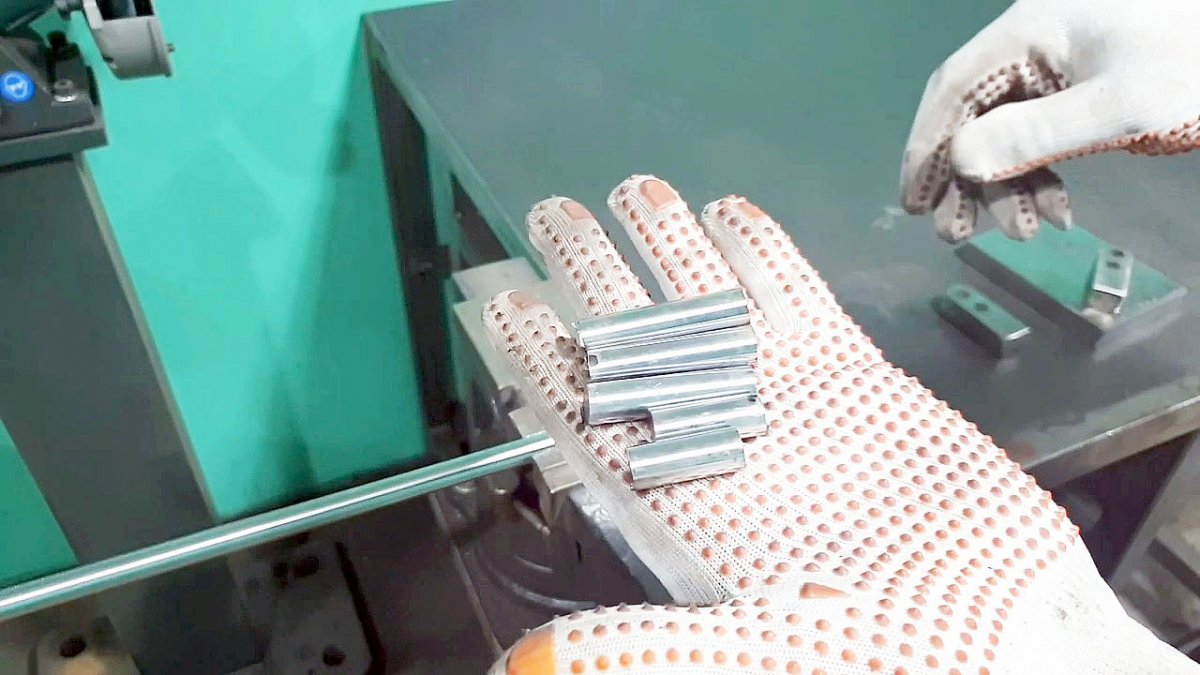
Из гладкого стального прута d 10 мм нужно вырезать 5 штифтов. Три из них длиной 60 мм, а два 40 мм.
К губкам привариваются ручки из квадрата. Чем они длиннее, тем легче будет сгибать звенья. Желательно варить ручки под углом кверху, как на фото, чтобы в дальнейшем их было удобней захватывать и стягивать.
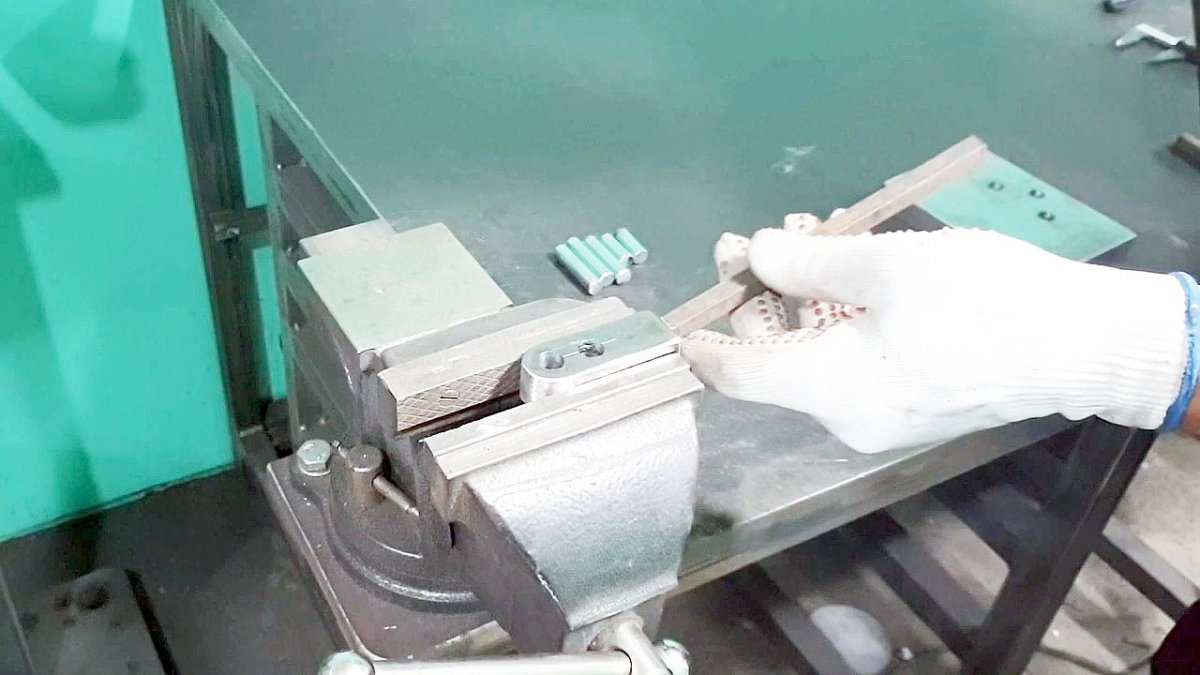

Длинные штифты забиваются в основание станка, а короткие впрессовываются в губки в отверстия возле ручек. Далее ручки с губками надеваются на штифты в основании.


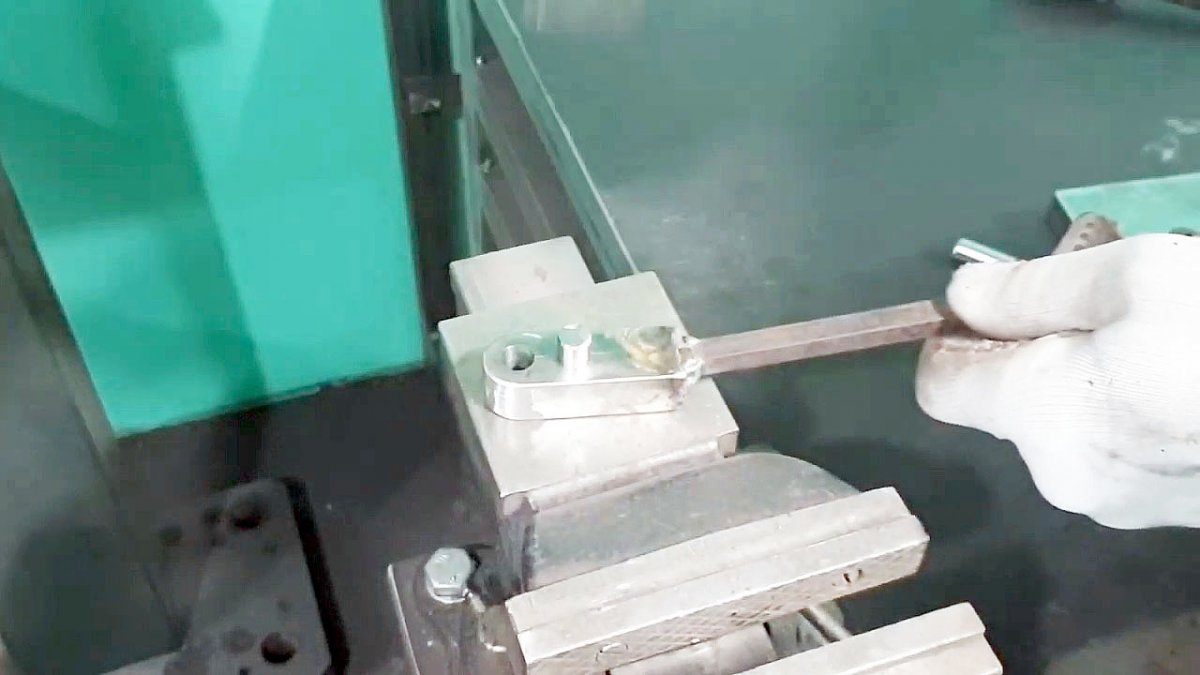
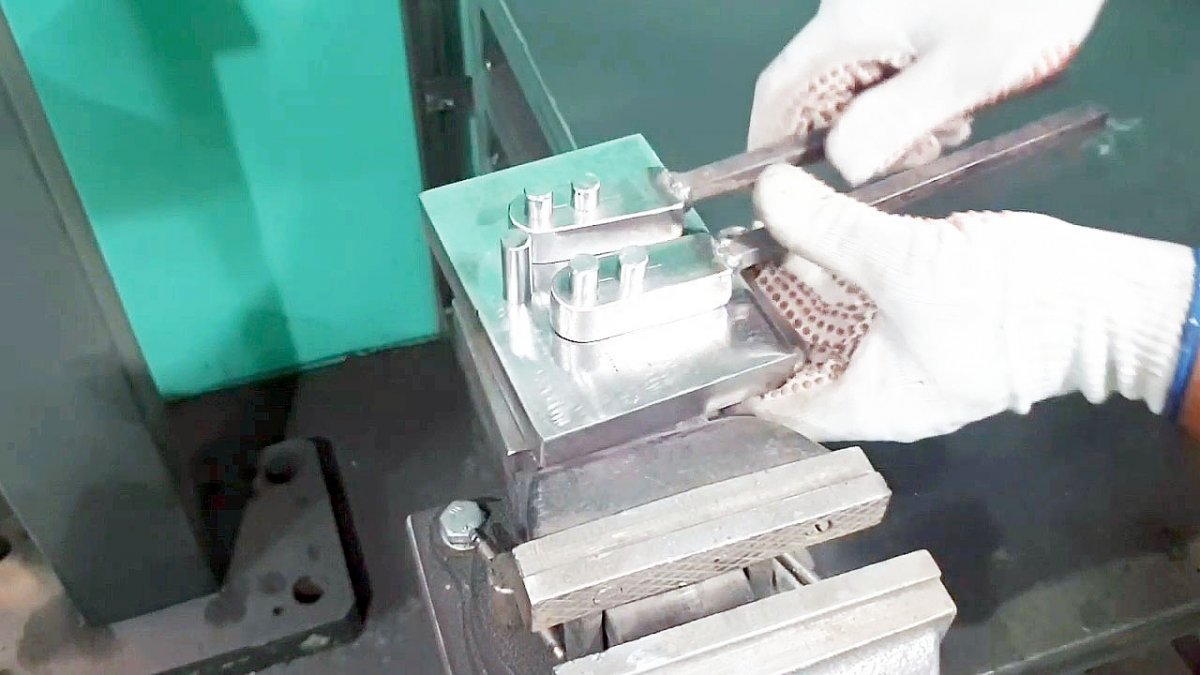
Готовый станок зажимается в тисках. В него закладываются предварительно нарезанные стальные пруты и загибаются движением губок в звенья. Длина прутков подбирается индивидуально под размер полученного станка. Каждый последующий прут предварительно продевается в предыдущее звено. После изготовления цепи стыки звеньев свариваются.




















