Материалы и инструменты:
- наждачная бумага;
- кусок электрода d3 мм без покрытия;
- дрель;
- источник питания 10-15В, 5-10А;
- фиксатор цилиндрических соединений.
В качестве источника питания может применяться трансформатор, зарядное устройство для автомобильного аккумулятора или сварочный инвертор на минимальных настройках. Применение последнего менее желательно, поскольку зачастую его мощности даже на самых слабых настройках будет слишком много.

Наплавление вала

После демонтажа подшипника необходимо провести шлифовку вала в месте наращивания.

Далее проводится замер диаметра для определения необходимой высоты наварки металла.

Небольшой отрезок сварочного электрода.
Удаляем покрытие, выпрямляем и шлифуем до блеска.

Зажимаем в патроне электрической дрели или шуруповерта.

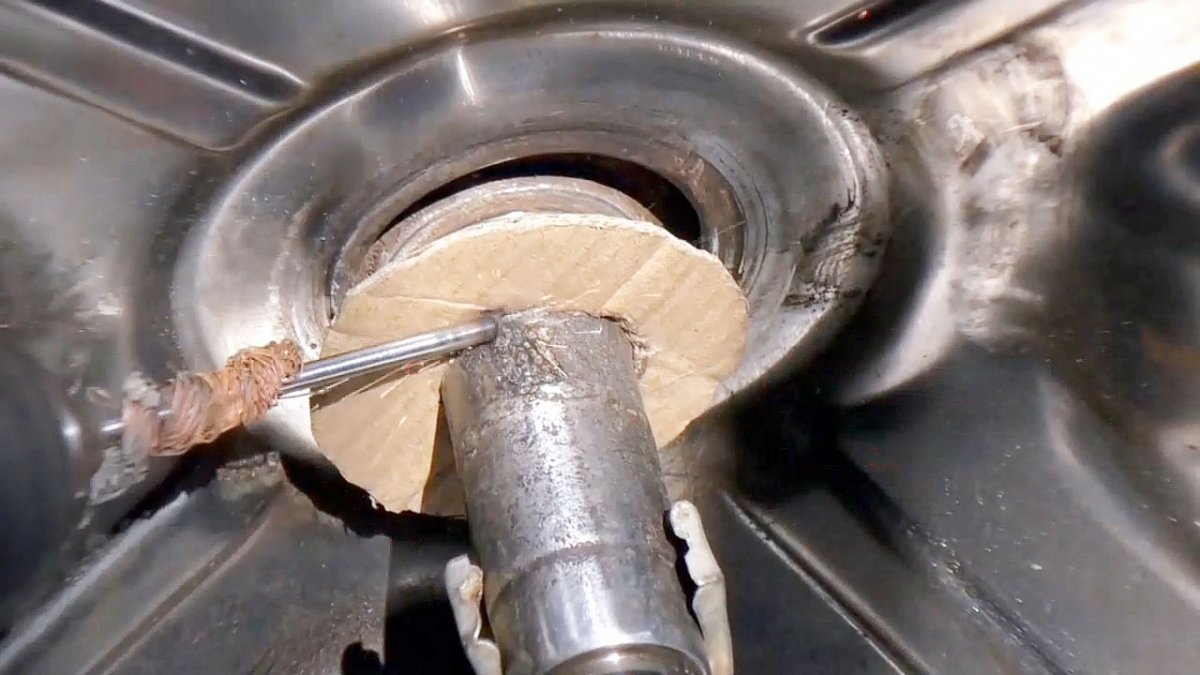
К нему сбоку подсоединяется провод от источника питания. Полярность не имеет значения. Его можно закрепить зажимом крокодил или просто намотать. Второй провод от источника питания закрепляется на валу. Его следует фиксировать на малозначимом месте, которое можно немного повредить наплавлением.
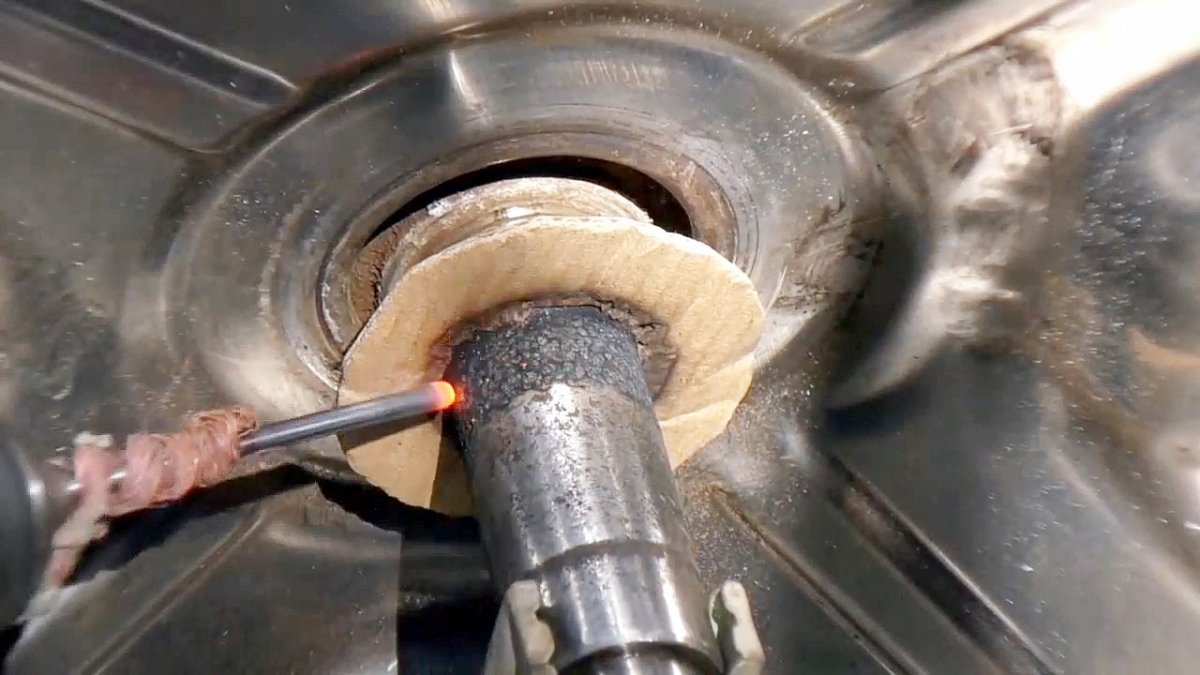
На источник питания подается напряжение, после этого запускается дрель. Вращающийся электрод с зафиксированным проводом прикладывается к валу в месте наращивания. В результате происходит процесс микросварки. Металл из электрода направляется на вал. Это происходит очень медленно и тонким слоем. Проводя электродом по валу без пропусков за один слой можно наложить примерно 0,05-0,1 мм толщины.


После наварки каждый слой необходимо отшлифовать наждачной бумагой, чтобы убрать шлак. Слои накладываются повторно, пока вал не приобретет необходимую толщину. Таким образом, даже при незначительном износе в 1 мм придется накладывать как минимум 10 слоев.

Восстановив необходимую толщину и повторно прошлифовав вал наждачкой, наносится фиксатор цилиндрических соединений.


Сверху насаживается подшипник.

Жидкий фиксатор заполнит все поры в наваренном металле и щель между валом и подшипником. После застывания он обеспечит очень хорошую дополнительную фиксацию. Благодаря этому обойма нового подшипника уже не будет проворачиваться, а станет ровно без люфта.
















