Небольшие 2-тактные одноцилиндровые двигатели малой мощности находят широкое распространение в быту. Они используются на бензопилах и мотокосилках, в мотоледобурах и бензоэлектрических агрегатах. А также в других моделях техники.
Недостатком таких двигателей является невысокий моторесурс, основным источником которого является износ частей коленвала, на которые запрессованы главные опорные подшипники. Замена коленвала в таких двигателях – это дорогое удовольствие, так как он изготавливается единым комплектом с шатуном и поршнем.

Имеются различные способы восстановления шеек коленвалов. Один из них – это наплавка меди с помощью электросварки.
Материалы и инструменты
Для выполнения данного ремонта коленвала нам понадобятся:
- бытовой однофазный сварочный трансформатор;
- куски медной проволоки или тонкий медный электрод с включением серебра;
- жидкость для обезжиривания, ветошь;
- трубка и киянка для посадки подшипника.
Электросварка относится к огневым видам работ. Необходимо заранее подготовить огнетушитель, воду, мокрый брезент или асбестовую ткань. Не допускается сварка вблизи воспламеняющихся жидкостей.
Процесс ремонта посадочного места подшипника
Разбираем двигатель, промываем и протираем коленвал и производим визуальный осмотр опорных подшипников. Наличие люфтов между внутренней обоймой подшипника, наличие шеек износа на самом валу говорит о том, что необходимо произвести восстановление места посадки подшипников. Сами подшипники желательно приобрести новые, это обычный расходный материал.

Тщательно обезжириваем ацетоном изношенные старыми подшипниками шейки коленвала и даем просохнуть. Подключаем сварочный трансформатор - автомобильный зарядник.

Контакт на массу закрепляем непосредственно на самом коленвале, а не на шатуне или поршне, иначе можно приварить подшипники шатуна!
Плюсовой контакт – это наш электрод или проволока. Короткими касаниями электрода или медной проволоки начинаем «напылять» медь на изношенную шейку коленчатого вала. Проходим всю изношенную поверхность.




Данная работа требует аккуратности. Нельзя допускать попадания электрода в ту часть коленвала, где находится сальник!
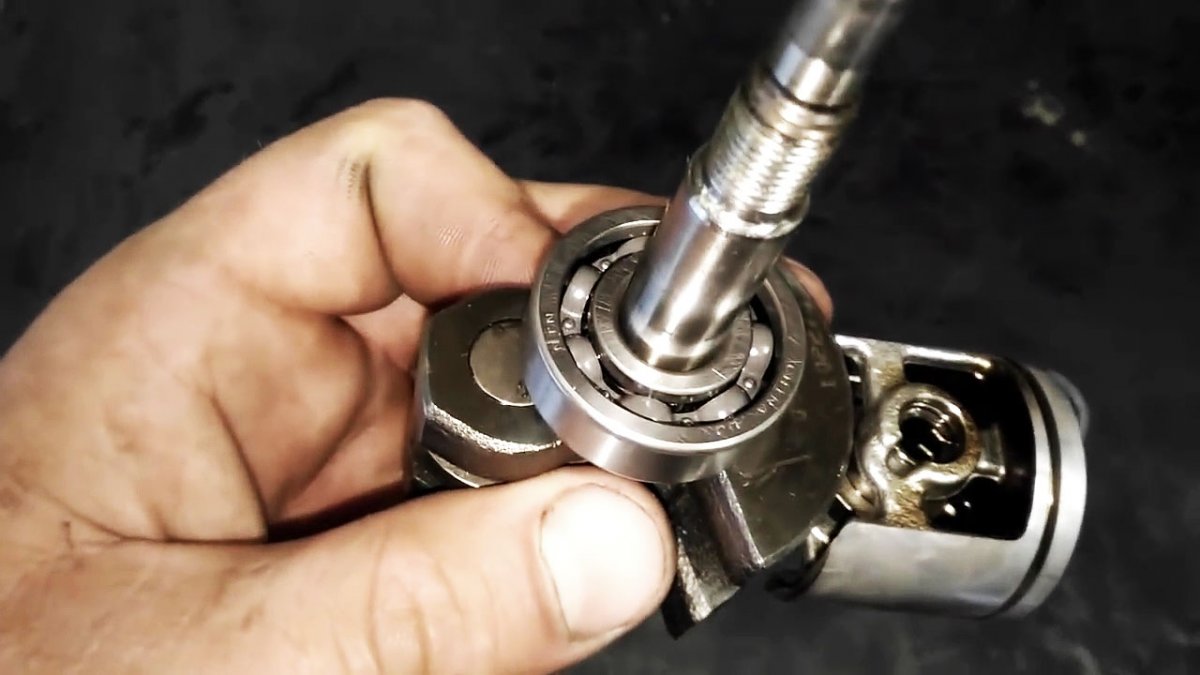
После нанесения точек меди на шейки коленвала, даем детали остыть. Нагреваем новый подшипник и насаживаем его на место. Возможно, возникнет необходимость нескольких ударов по трубке, диаметр которой равен диаметру внутренней обоймы подшипника.

Все неровности и выступы наплавленной меди сминаются, подшипник плотно садится на свое место, а его внутренняя обойма остается неподвижной.

Теперь качения и люфты отсутствуют. Подшипник надежно сидит на месте.

Выводы
Данный способ восстановления изношенных частей коленвала – прост и надежен. Не забывайте о мерах предосторожности и средствах защиты при выполнении сварочных работ.
















