Чтобы не тратить деньги, можно самому попытаться сделать приспособление с заданными функциями, для чего необходимо обладать хотя бы начальными слесарными навыками, а также запастись некоторыми инструментами и материалами.

Понадобится
В предстоящей работе нам помогут следующие инструменты и приспособления:
- сверлильный станок или электродрель;
- сверла нужного диаметра;
- электромеханический наждачный круг;
- слесарные тиски;
- ножовка по металлу или болгарка;
- набор проставок (отрезки толстостенных труб различной длины);
- удлинитель для ворота тисков (кусок подходящей трубы).
Чтобы изготовить требуемый инструмент, своего рода, протяжку используем рабочую часть шестигранного ключа (ключа Аллена, имбусового ключа) с рабочим участком подходящего поперечного сечения. Он предназначен для закручивания и откручивания винтов, имеющих цилиндрическую головку и шестигранное углубление.
Процесс создания инструмента для шестигранного отверстия
Этот этап – наиболее ответственный и важный, поскольку от надежности и точности размеров планируемой протяжки будет зависеть качество предполагаемого шестигранного отверстия в металле.
Последовательность работы должна быть приблизительно следующей:
1. Обычно шестигранные ключи имеют Г-образную форму. Отрезаем короткую часть (ручку) ниже сгиба ножовкой по металлу или болгаркой.
2. Формируем из ровной (рабочей) части заготовку длиной от 50 до 75 мм в зависимости от поперечного размера будущего инструмента.

3. С помощью подходящих средств (наждачный круг, очень твердый напильник) придаем заготовке форму легкого равномерного конуса, сохраняя одинаковость огранки в любом сечении по периметру.
4. Используя грани наждачного круга, формируем от трех до пяти поперечных колец.
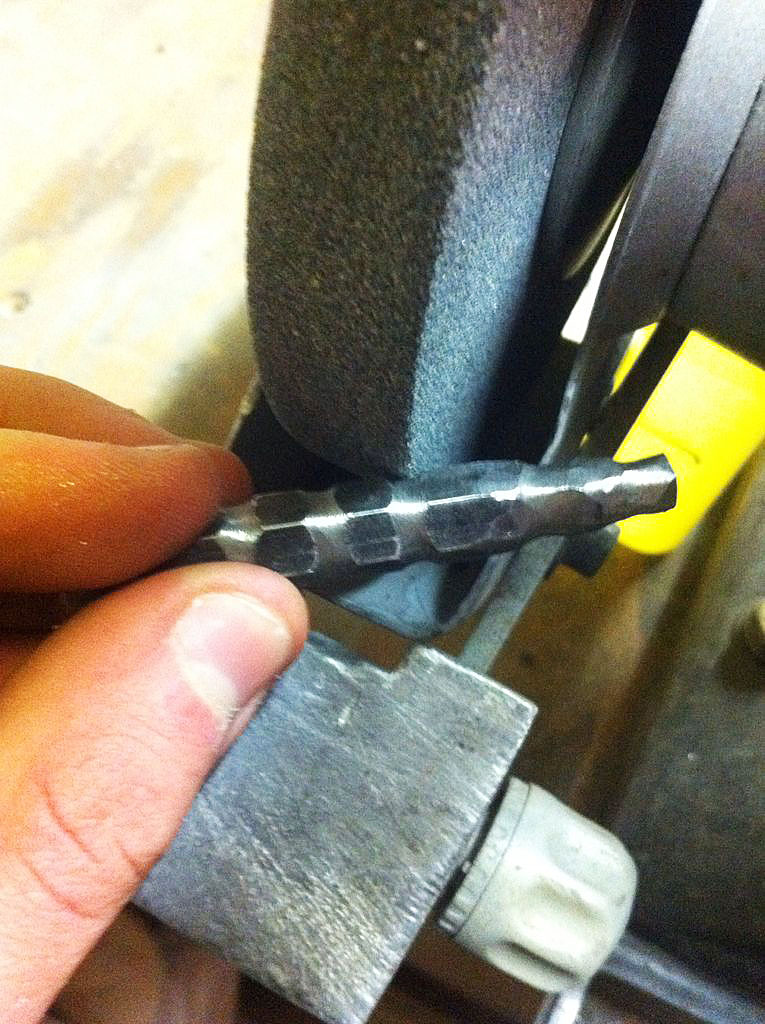
Они нужны для улучшения режущих свойств приспособления и накопления (удержания) снятого при обработке металла.

Процесс формирования шестигранного отверстия
Эту работу выполняем в следующей последовательности:
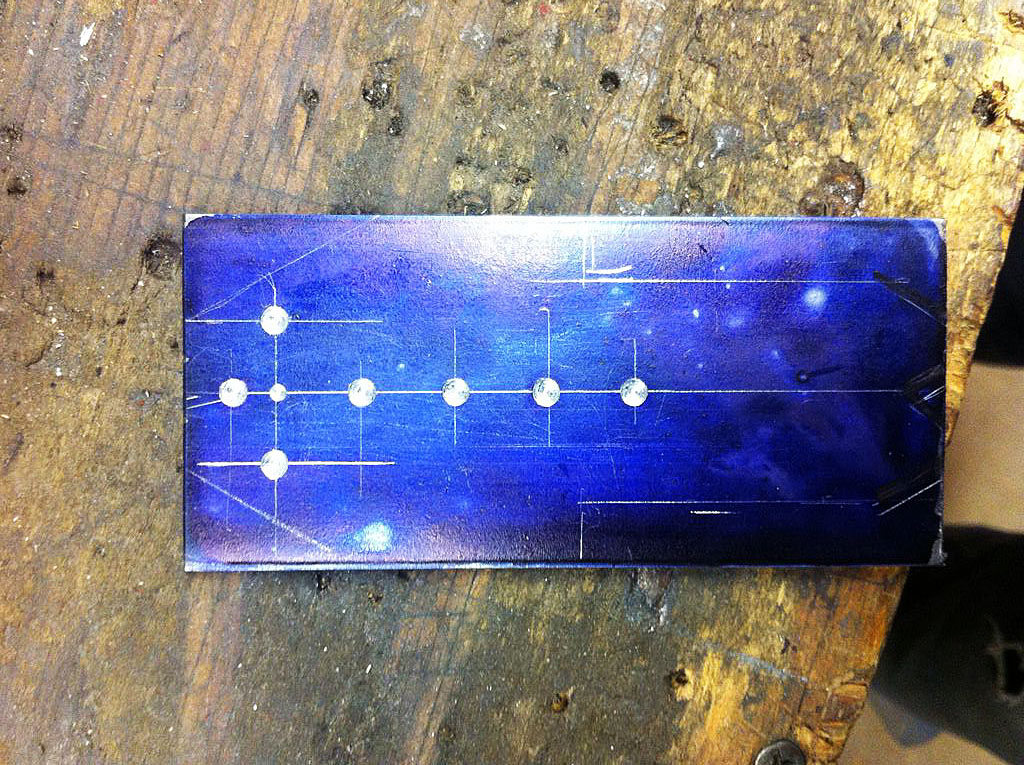
1. Вначале необходимо просверлить дрелью или на сверлильном станке в металле, вспомогательное отверстие диаметром, который можно рассчитать по очень простой зависимости, полученной опытным путем:
Dвсп.отв. = Dшстгр. × 1,020, где Dвсп.отв. – диаметр вспомогательного отверстия, Dшстгр. – толщина (размер) шестигранника.
Например, в случае, если он составляет по толщине 15 мм (расстояние между противоположными гранями), диаметр предварительного отверстия должен составить: 15 мм × 1,020 = 15,30 мм.
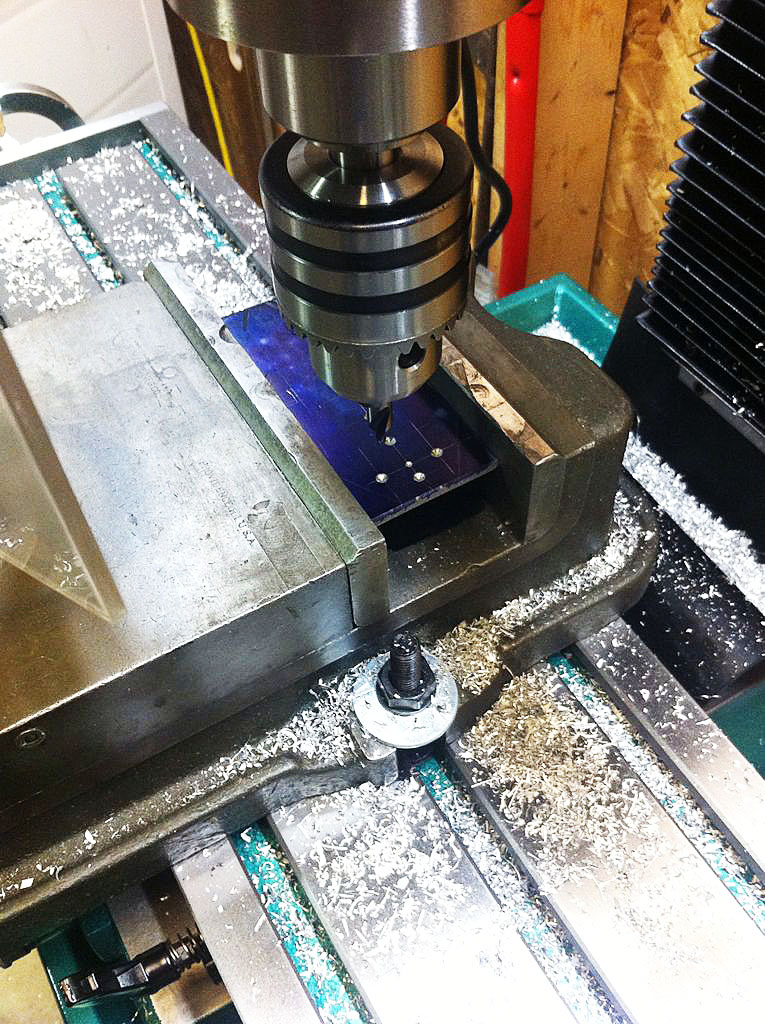

2. Вставляем направляющую часть самодельного инструмента в просверленное отверстие в металлической детали и для надежности слегка ударяем по противоположному торцу молотком.

3. Полученную конструкцию (металлическую пластину с закрепленным в ней инструментом, формирующим шестигранное отверстие) помещаем между губками тисков и устанавливаем со стороны выхода протяжки подходящую по длине проставку для приема самодельного инструмента.

4. Сдвигаем губки тисков, вращая ворот. В случае большого сопротивления на ворот надеваем удлинитель для увеличения плеча и, соответственно, усилия зажима. Этот процесс продолжаем до тех пор, пока протяжка полностью не пройдет сквозь металлическую пластину.

5. Разжимаем губки тисков и выбиваем молотком протяжку из сформированного отверстия в обратную сторону. Для повышения качества отверстия прогоняем протяжку с другой стороны по тому же порядку, что и в пункте 4.

6. Заключительная операция связана с удалением остатков металлических частиц и образовавшихся заусенцев. Для этого можно использовать болгарку, напильник и наждачную бумагу.
Металл, в котором мы собираемся сделать шестигранное отверстие не должен быть тверже материала рабочей части ключа Аллена.
Original article in English
















