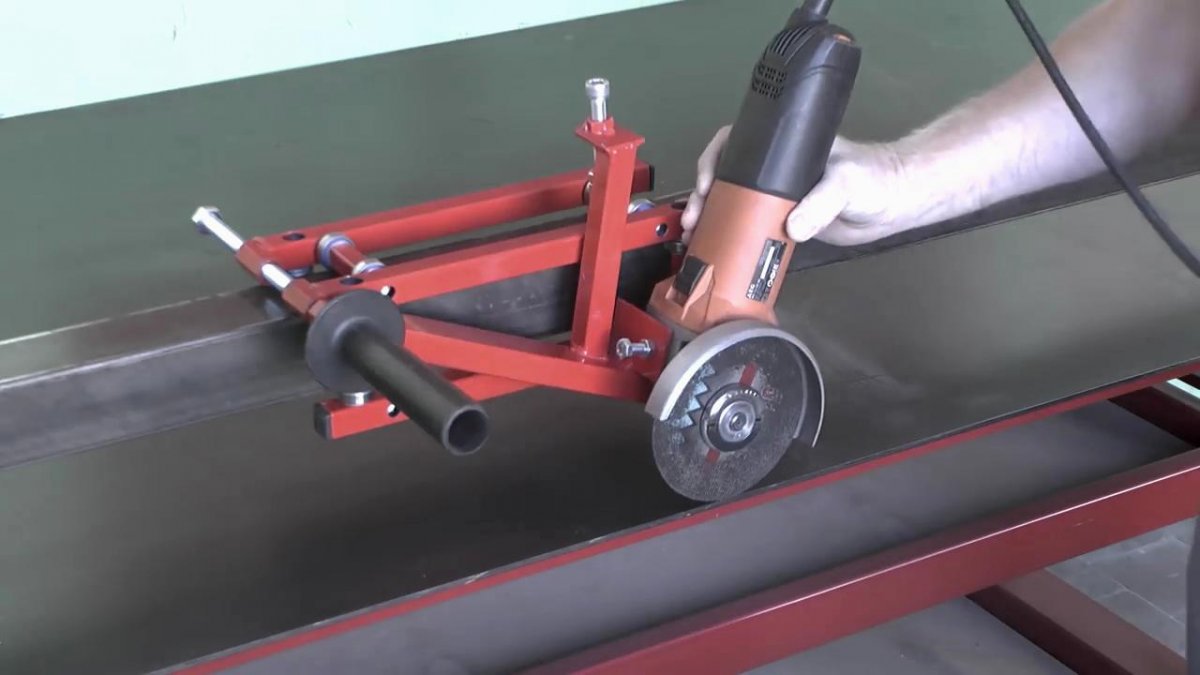
Получить полноценный станок для раскроя листового материала можно даже на безе обыкновенной болгарки, что я и продемонстрирую. Я сделал линейную направляющую, применяя которую можно проводить раскрой металла, дерева, пластика и даже керамической плитки. Она сравнительно недорогая в изготовлении, занимает мало места и отличается универсальностью.
Потраченные материалы
Для изготовления стойки для болгарки по моим размерам потребуется:
- профильная труба 40х20мм – 0,32 м;
- профильная труба 20х20 мм – 1,38 м;
- профильная труба 15х15 мм – 0,34 м;
- полоса 40 мм – 0,14 м;
- полоса 20 мм – 0,16 м;
- подшипники 100-я серия – 16 шт.;
- болты М10 под шестигранник 75 мм – 8 шт.;
- гайки М10 – 12 шт.;
- шайбы 10 мм – 32 шт.;
- длинные гайки М12 – 3 шт.;
- длинная гайка М10;
- болт М12 с полной резьбой 200 мм;
- болты М10 40 мм – 2 шт.;
- болт под шестигранник с полной резьбой 70 мм;
- заглушки для профиля 20х20 – 6 шт.;
- заглушки для профиля 40х20 – 1 шт.;
- профильная труба 50х50 для направляющей – 2 м или более.
Изготовление направляющей и каретки

Сначала нужно сделать роликовую каретку для линейной направляющей. В качестве ее основы будет применяться профильная труба с сечением 20х20 мм. Потребуются 4 заготовки длиной по 300 мм.

Теперь нужно просверлить сквозные отверстия для будущего соединения деталей. Их центры располагаются за 25 мм от каждого края профильных труб. Потребуется сверло с диаметром 11 мм.

Перевернув просветленный профиль на другой бок, и отступив уже 50 мм, делаются аналогичные сквозные отверстия с каждой стороны. Применяется сверло на 11 мм.
Чтобы спрятать применяемые в дальнейшем при сборке каретки болты сквозные отверстия в заготовках нужно доделать. Для этого одну стенку каждого профиля требуется рассверлить, применяя сверло с диаметром 17 мм. Так дорабатываются все 16 отверстий, примыкающие к ним остальные 16 остаются нетронутыми.

Теперь нужно сделать плечо для закрепления самой болгарки. Для этого применяется профильная труба 40х20 длиной 300 мм.

Чтобы в дальнейшем иметь возможность настройки глубины прохождения при распиле, требуется еще дополнительный регулировочный элемент. Он изготовляется из профильной трубы 20х20 мм. Подготавливается отрезок длиной 160 мм. Его торцы срезаются под углом 45 градусов. Резать можно на глаз, поскольку точность не столь критична.
Из профильной трубы сечением 15х15 мм нужно нарезать небольшие проставки длиной по 40 мм. Всего потребуется 8 шт.
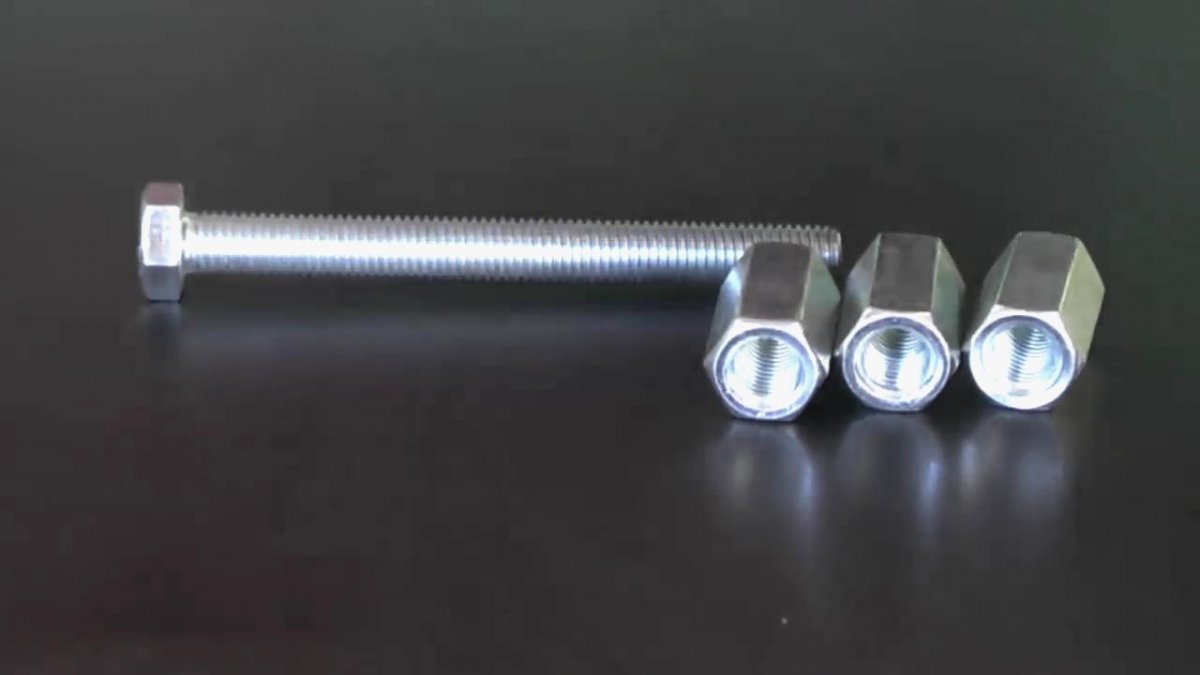
Закончив с этими заготовками, пришло время для их сборки между собой. В качестве соединяющей петли будет применяться болт М12 со сплошной резьбой длиной 200 мм. На него накручиваются 3 длинные гайки М12.
Закрепив болты с гайками струбцинами к столу нужно приложить заготовки из пары профилей 20х20 и одного 40х20. Трубы нужно приварить к гайкам.

Из стальной полосы шириной 40 мм нужно вырезать 2 заготовки длиной по 50 мм. По центу ближе к краям сверлиться по отверстию сверлом 11 мм.

Пластины нужно прикрутить к редуктору болгарки в штатные отверстия, применяемые для крепления ручки. В некоторых инструментах данные отверстия могут быть изготовлены под болты М8, что нужно будет учесть. Для надежности прижимные болты М10 40 мм нужно оснастить гайками. Болты вкручиваются в редуктор сквозь пластины и поджимаются гайками.
Нужно приложить болгарку с пластинками к заготовке из профиля 40х20 мм и приварить. После инструмент можно снять, чтобы не навредить при уже надежном уваривании крепления.

На глаз немного отступив от крепления пластин уваривается ранее сделанная заготовка из профиля 20х20 длиной 160 мм. На ее свободный торец варится заглушка из той же полосы, что и крепление для УШМ. На выступающем ухе пластины сверлится отверстие, и на него наваривается гайка М10. Для усиления конструкции дополнительно на бок профиля нужно приварить стальную полосу длиной 160 мм, также спиленную под 45 градусов.



Теперь сварочные работы полностью закончены и можно приступать к сборке. Самое время покрасить детали.


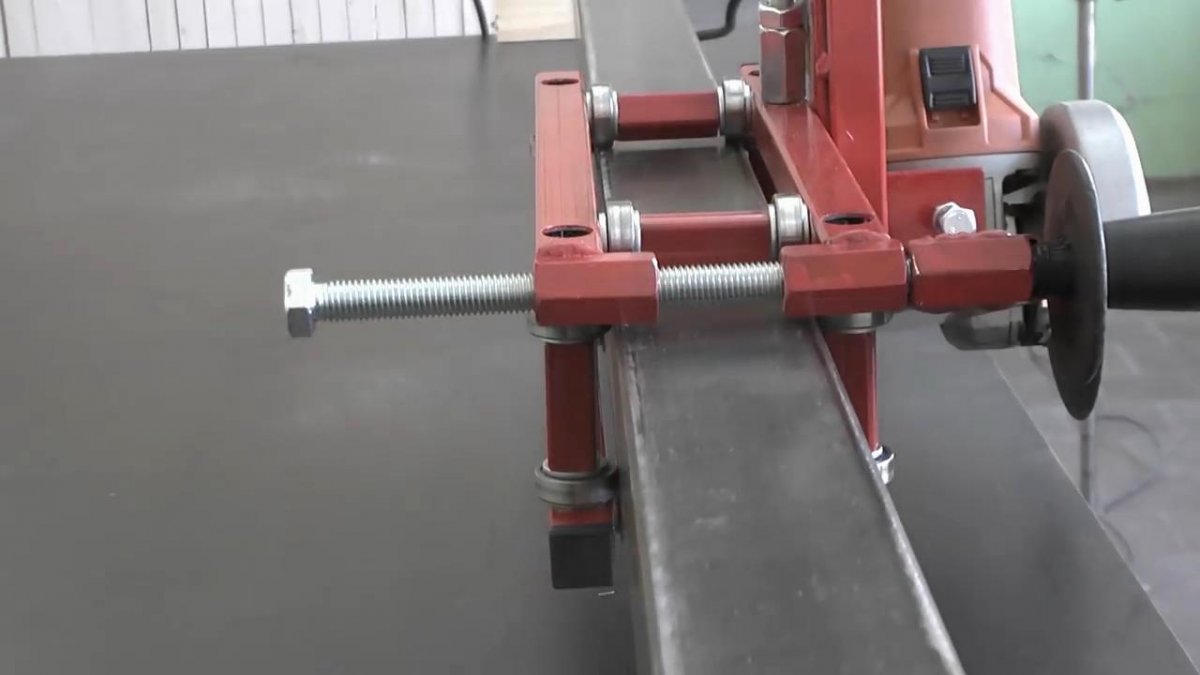
Пора собрать каретку. Для этого потребуются винты М10 под шестигранник длиной 75 мм. Нужно стянуть заготовки профильных труб 20х20 мм между собой. При этом между ними набирается пирог: шайба, подшипник, шайба, проставка, шайба, подшипник, шайба. Повторив так еще 7 раз, в результате получается готовая каретка.

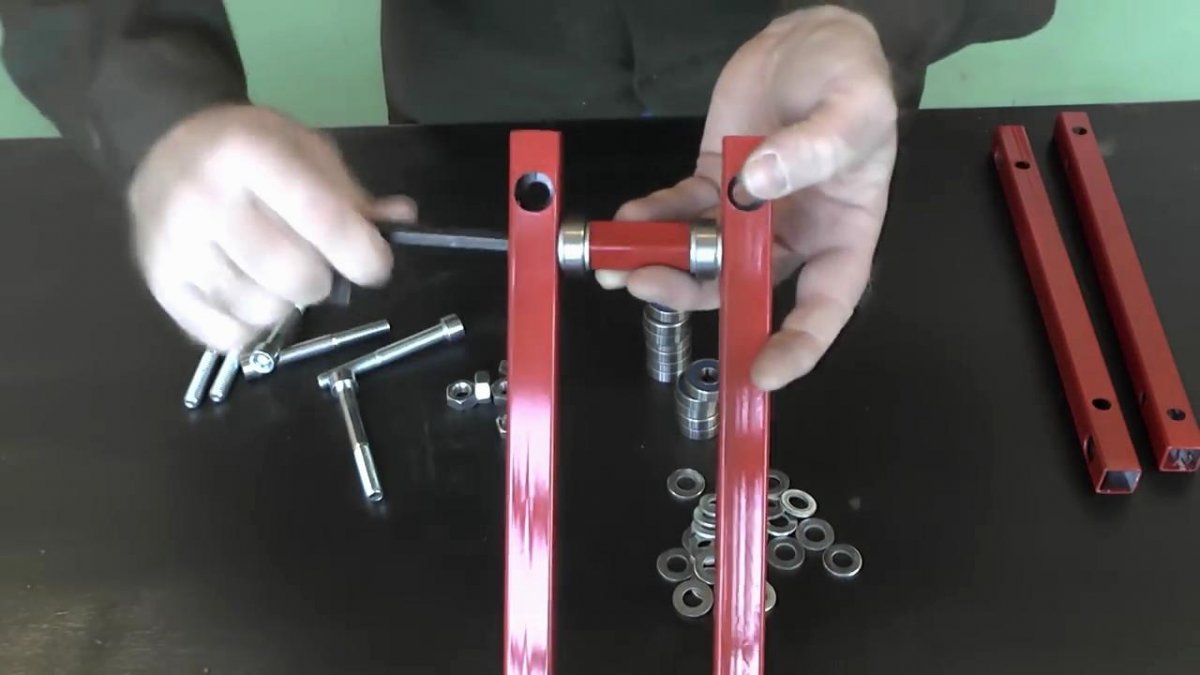
Теперь нужно собрать плечо для самой болгарки. Она прикручивается к нему с помощью болтов и прижимается гайками. При сборке данного узла нужно хорошо затягивать резьбу, чтобы инструмент во время работы не освободился.

Каретка заводится на направляющую профильную трубу 50х50 мм, под которую собственно и была изготовлена. Осталось вкрутить длинный болт, присоединив тем самым плечо с болгаркой. Болт нужно закручивать не до конца, чтобы в длинной гайке плеча осталось место для закрепления стандартной ручки от инструмента.

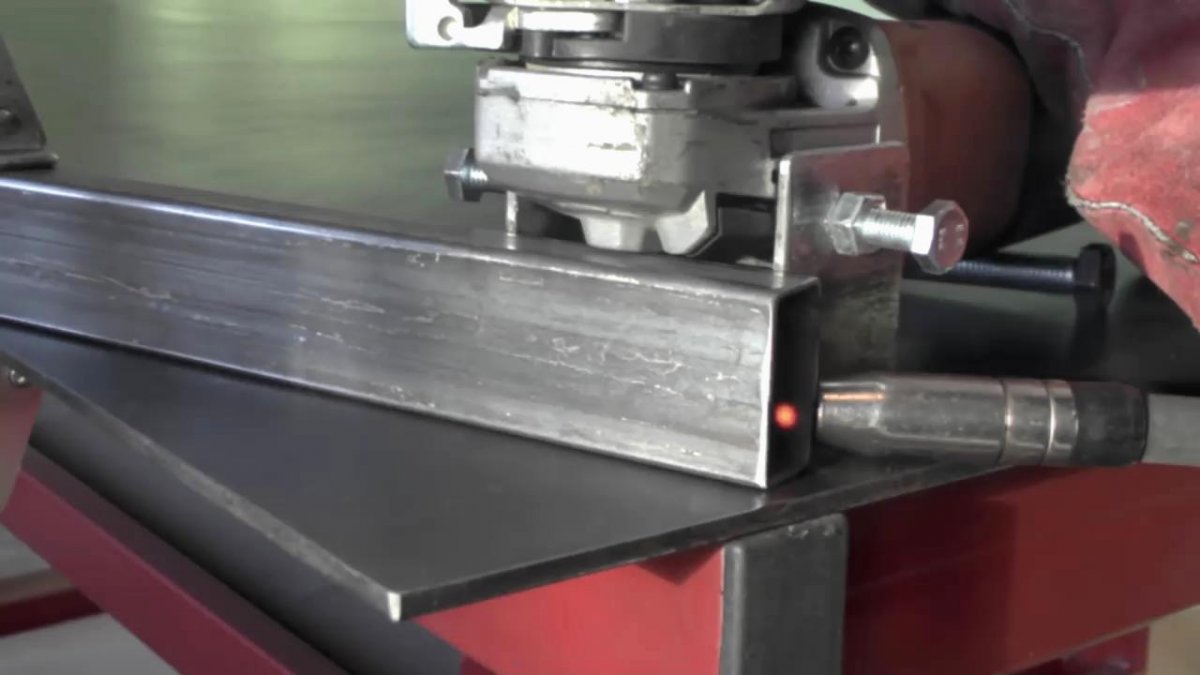
Теперь нужно поставить механизм регулировки глубины пропила. Для этого в ушко вертикального профиля на плече болгарки нужно вкрутить болт М10 длиной 70 мм под шестигранник со сплошной резьбой. Поскольку у меня не было метиза подходящей длины, я его нарастил, применив длинную гайку и контргайку.
Чтобы придать конструкции законченный вид не помешает поставить пластиковые заглушки в концы профильных труб.


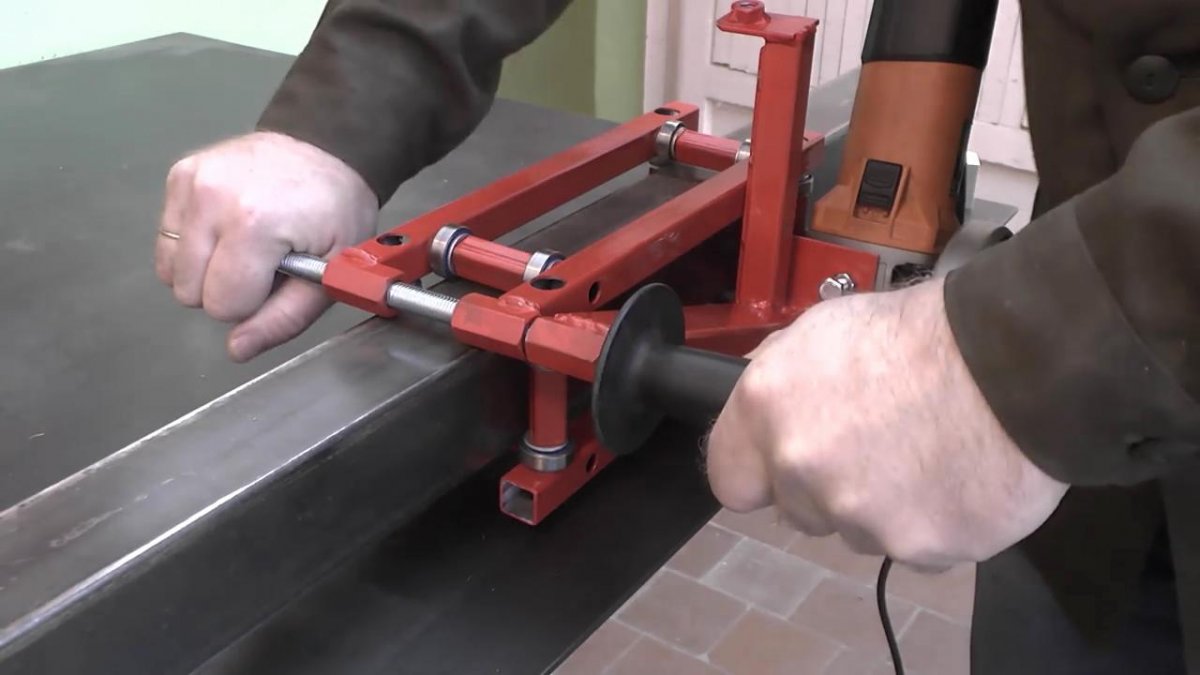

Линейная направляющая с роликовой кареткой полностью готова к применению. Ее высота регулируется подкладкой деревянных брусочков. Инструмент позиционируется по кромке стола. Заготовки для распила прижимаются парой слесарных струбцин. Для удобства можно проводить раскрой в несколько проходов, каждый раз добавляя глубину запила.