Что потребуется:
- горн;
- масло для закалки;
- электрическая духовка;
- болгарка;
- ленточный шлифовальный станок;
- дрель или сверлильный станок;
- эскиз ножа на бумаге;
- маркер;
- аэрозольная краска или грунтовка.
Изготовление клинка
Самая широкая часть напильника находится у хвостовика, поэтому лучше всего использовать именно ее. Хвостовик при этом срезается, а напильник помещается в горн, где раскаляется докрасна и оставляется остывать в нем же.

Это позволит отпустить металл, поменяв его внутреннюю структуру, сделав более мягким для обработки.

На листе бумаги рисуется полномасштабный эскиз клинка и вырезается.
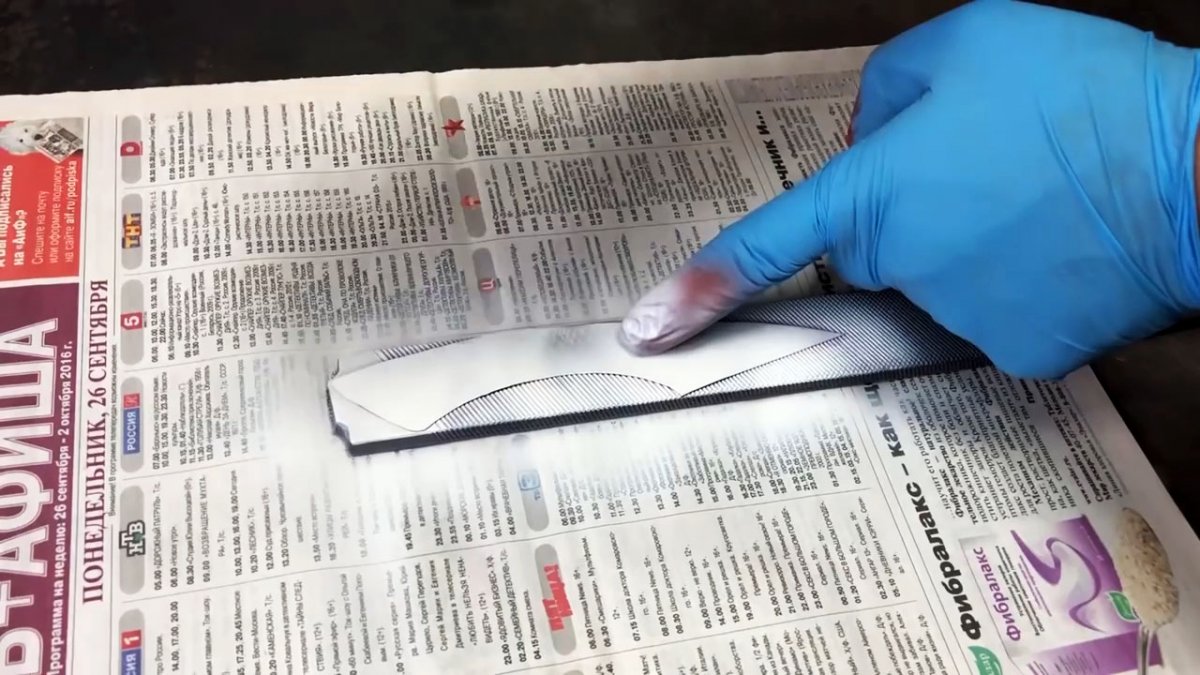
Полученный шаблон прикладывается на остывший напильник и по контуру заливается аэрозольной краской. Это позволяет добиться точной переноски контуров на заготовку, поскольку обычный маркер при обводе по насечкам растекается.
Далее обведенный клинок вырезается из напильника с помощью болгарки.


Затем грубая заготовка обрабатывается на ленточном шлифовальном станке.

Если на резаке запланированы отверстия, то их нужно просверлить пока он еще не острый, и не закален. Далее ребро клинка, где должно быть лезвие, полностью зарисовывается маркером. На полученном фоне нужно процарапать центральную линию, по которой и будут выводиться спуски.

Спуски клинка стачиваются на ленточном гриндере на глаз или с использованием специализированного приспособления, что позволит точно удерживать необходимый угол.



После спусков нужно сделать закалку, чтобы вернуть металлу твердость. Для этого резак разогревается в горне до светло-желтого свечения и окунается режущей частью в масло. Для проверки закалки можно процарапав стекло на бутылке.



На данном этапе лезвие твердое, но хрупкое. Чтобы стабилизировать сталь, нужно его слегка отпустить. Для этого клинок помещается в разогретую до 200 градусов Цельсия электродуховку на 1,5 часа. Если обух резака тоньше, то можно греть 40-60 мин.

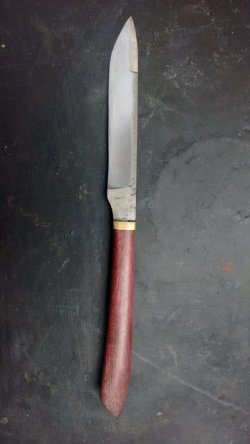
После отпуска резак шлифуется и затачивается сначала крупным абразивом, а потом мелким, пока не станет резать бумагу как лезвие. Данная технология позволяет облегчить обработку и добиться необходимого уровня твердости лезвия.


Если же сразу просто сточить напильник, то режущая кромка получится мягкой. Дело в том, что напильники имеют поверхностную закалку, а металл внутри у них менее твердый. Именно он и формирует лезвие после стачивания спусков. Если сначала все отпустить, а потом закалить, акцентируя охлаждение в масле именно на лезвии, эта проблема полностью решается.