Сварка с предварительной подготовкой отверстия
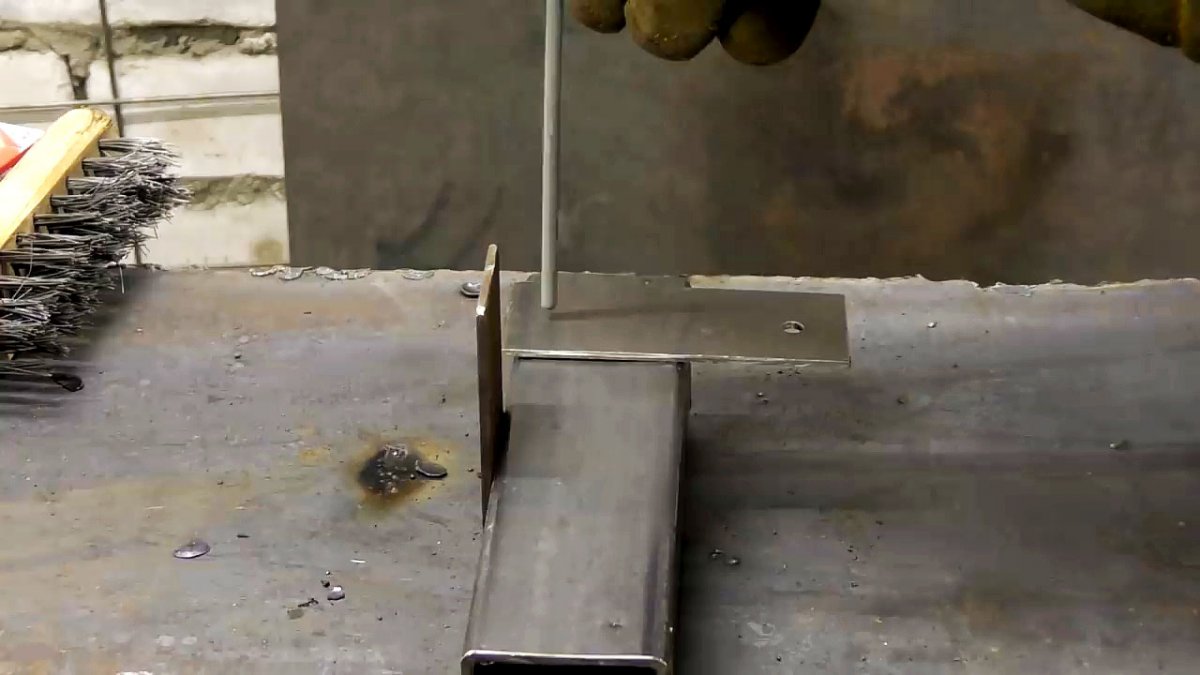
Начинающему сварщику для получения необходимого опыта стоит начать делать электрозаклепки с предварительным просверливанием отверстия в верхнем листовом металле. При приваривании стали толщиной 3 мм его диаметр должен составлять 6-9 мм.

Электрод прикладывается к нижней заготовке через отверстие в верхнем листе. Если используется тонкая сталь, то его розжиг стоит начать с центра, после чего медленно смещаться и продолжать наплавление металла у края, двигаясь по кругу вверх. На толстом металле при большом отверстии разжигать электрод нужно у края, а при движении по кругу иногда смещаться к центру.


Чтобы получить надежную заклепку, нужно соблюдать несколько правил:
- Для быстрого разогрева нижней заготовки, на сварочном аппарате лучше установить ток 110А.
- Ставить как минимум 2 заклепки, чтобы предотвратить выкручивание соединяемых деталей.
- Плотно сжимать тонкие заготовки между собой, чтобы предотвратить прожиг верхнего металла;
- Чем выше сечения металла, тем нужен больший диаметр отверстия под установку заклепки.
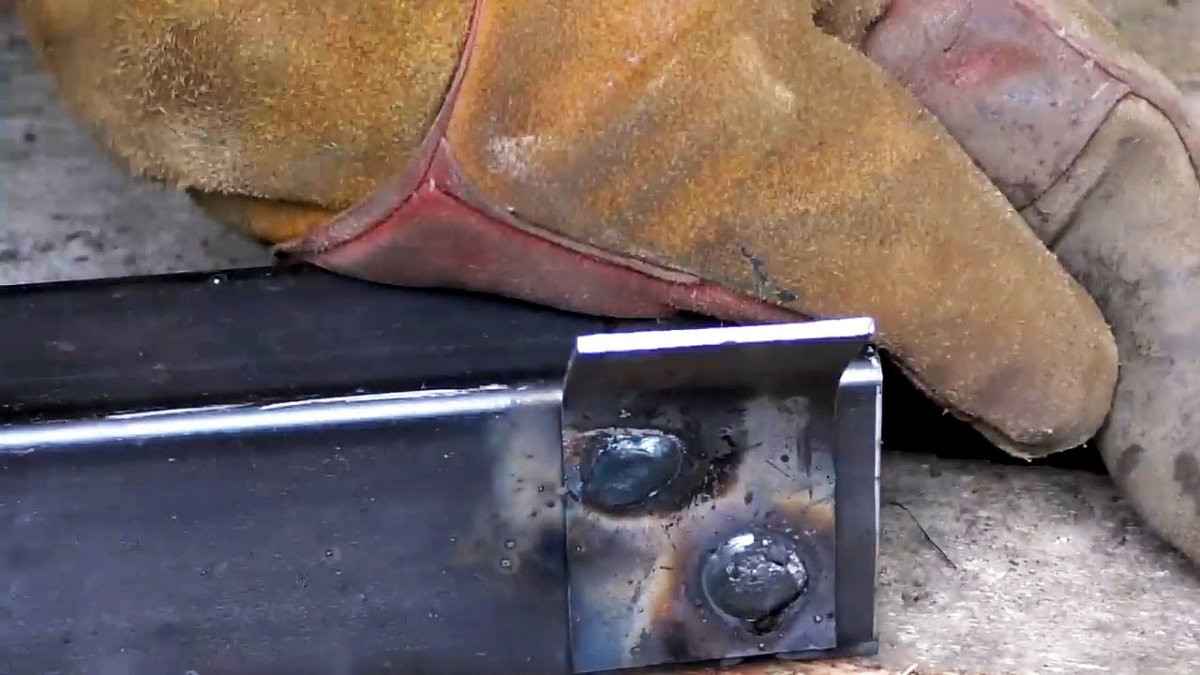
- Заклепка ставится за один раз без пауз. Благодаря этому весь шлак соберется сверху и его можно будет сбить, получив аккуратный грибок.
Установка электрозаклепки прожигом без отверстия
Имея некоторый опыт в сварке швом можно сразу попробовать ставить электрозаклепки без сверления верхнего листа. Этот способ подходит для точечной приварки тонких листов. Электрод приставляется к месту соединения и удерживается до момента появления характерного звука прожига верхней детали. Как только лист прогорит нужно медленно поднять электрод, наплавляя металл, чтобы закрыть полученное отверстие.
Ставя электрозаклепки на тонком металле можно использовать рутиловые электроды. На более серьезных заготовках лучше подойдет основное покрытие. Если сделано хотя бы 2 заклепки, то соединенные детали будет невозможно разорвать в любом направлении воздействия. Варить заклепками быстрее и экономичней в плане расхода электродов, поэтому способ действительно полезный.