Тепловую энергию можно получить, вращая одну деталь при неподвижной второй, или вращающейся в противоположную сторону. Причем детали одновременно должны прижиматься друг к другу с постоянной или возрастающей от начала к концу силой. Процесс заканчивается осадкой и быстрой остановкой вращающейся детали.
В сравнении, положим, со стыковой электросваркой, процесс, основанный на трении, имеет ряд эксплуатационных преимуществ:
- намного уменьшаются энергетические затраты;
- сварной стык всегда надежен, т. к. зависит только от теплофизических характеристик свариваемых изделий;
- не нужна особая подготовка соединяемого стыка, поскольку окалина, ржавчина, жир и смазка выгорают или выдавливаются в грат в начале процесса;
- на качество соединения не влияет даже нарушение параллельности заготовок до углов 6±1 градусов;
- отсутствие негативных факторов в виде ультрафиолетового излучения и вредных выделений газов;
- простота технологической оснастки, легко поддающейся регламентному обслуживанию, механизации и автоматизации.
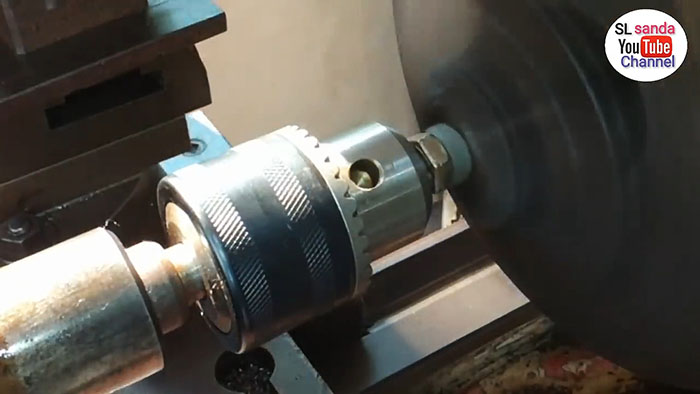
Процесс сварки трением на токарном станке
Сварка стальных стержней
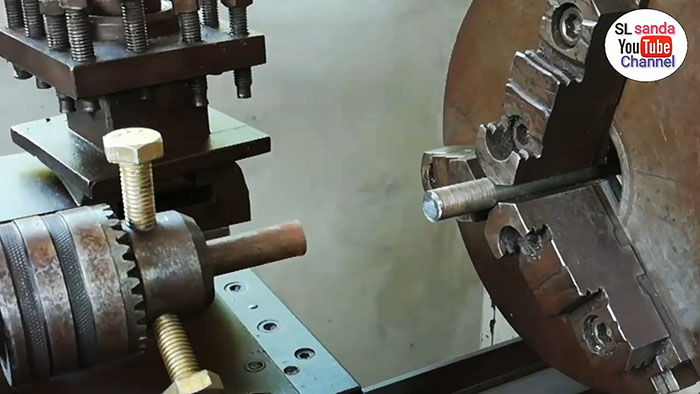
В патроне и бабке станка зажимаем по металлическому прутку, диаметр которых должен быть более 3,5 мм, но меньше 200 мм. Они могут быть оба стальными, алюминиевыми, медными, бронзовыми или из разных металлов:
- стали и алюминия;
- стали и меди;
- алюминия и бронзы и т. д.
Сочетания материалов могут быть самыми разными, даже не свариваемые обычным способом. Для сварки трением в этом отношении ограничений не существует.
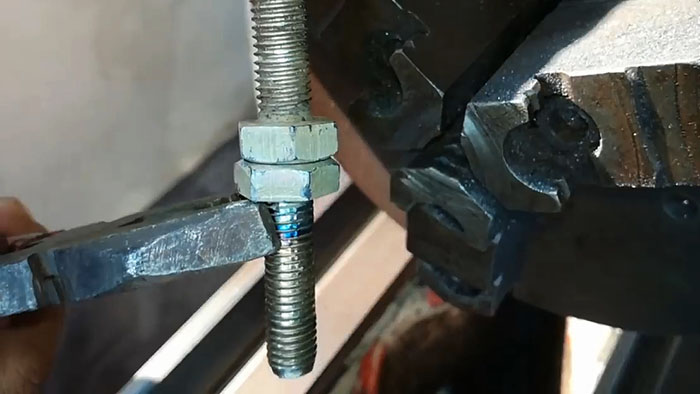
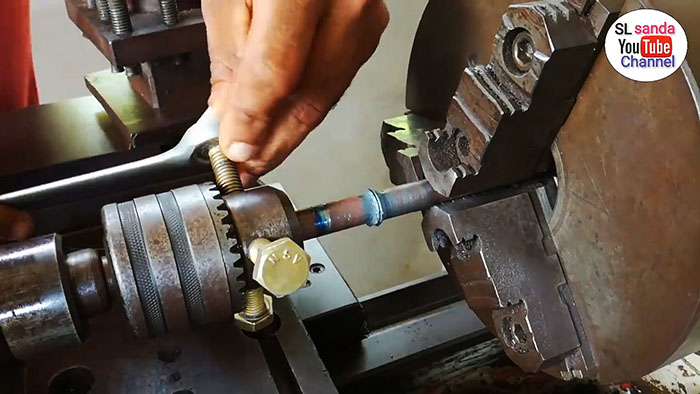
В нашем случае пруток в бабке закрепляем с помощью трех болтов, вкручиваемых в отверстия патрона, равномерно расположенных по окружности через 120 градусов. С их же помощью осуществляем центровку относительно прутка, зажатого в патроне, путем затяжки или ослабления того, или иного болта.
Подводим бабку до упора прутков торец в торец и закрепляем ее или удерживаем рукой, чтобы в процессе сварки увеличивать силу прижима, что требуется по технологии такого способа сварки.
Включаем станок, в результате чего начинает вращаться стержень, зажатый в патроне станка. В нашем случае стержень, закрепленный в бабке неподвижный, но в принципе он может вращаться в противоположную сторону, что сократило бы время процесса.
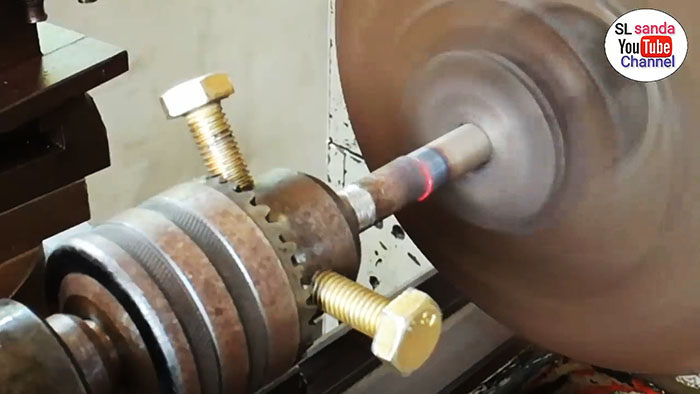
Скоро мы увидим цвета побежалости, начавшиеся в месте контакта стержней, и распространяющиеся по ним в противоположные стороны, что является прямым признаком быстрого разогрева металла в результате трения.
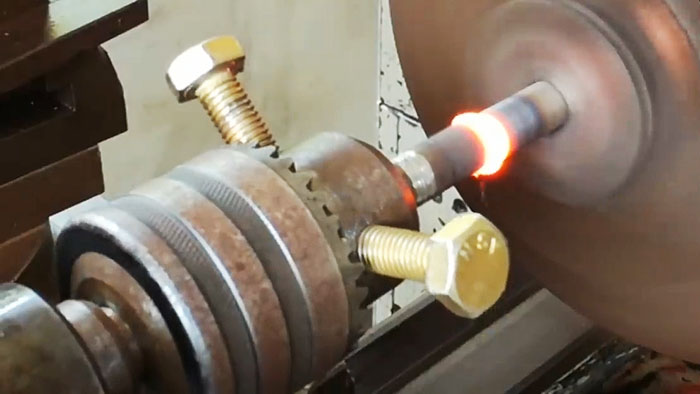
Еще через короткое время металл в контактной зоне ярко засветится и начнет выдавливаться в виде кольцевого образования за пределы габаритов стержней. В этом кольце также будет находиться грат: окалина, несгоревшая смазка, твердые неметаллические включения и т. д.
В момент наиболее яркого свечения места контакта станок необходимо резко выключить, чтобы произошла схватывание металла двух стержней. При этом, если бабка не была закреплена, необходимо постепенно увеличивать давление на нее, чтобы компенсировать объем вытесненного металла в зоне контакта и получить более прочное и качественное соединение.
Дождавшись прекращения свечения (а это есть признак полного схватывания металла), можно ослабить крепежные болты и отвести бабку. Теперь остается только проверить качество сварки трением.
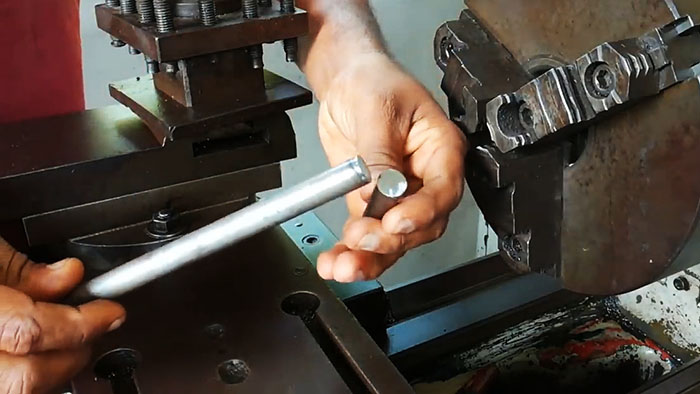
Для этого вновь включаем станок и обнаруживаем небольшое биение приваренного стержня – следствие неточной центровки при установке вначале. Этот дефект устраняем путем обточки вместе с удалением выдавленного грата в зоне контакта.
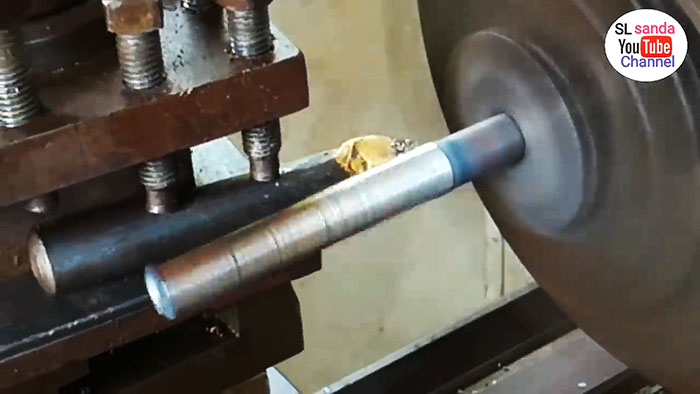

Более глубокая проточка металла показывает, что в зоне сварки двух стержней не видно никаких особенностей. Такое впечатление, что это не место контакта двух стержней, а тело одного из них.

Проводим следующий контроль качества сварки трением. Зажимаем соединенные этим способом стержни в тиски и диском болгарки в зоне контакта выполняем «полочку», и вновь убеждаемся в однородности металла, что также свидетельствует о качестве сварки.

Соединение болтов

С помощью сварки трением можно соединить головками и болты массового производства. Процесс ничем не отличается от процесса со стержнями: один болт зажимается в патрон станка, другой – бабки.
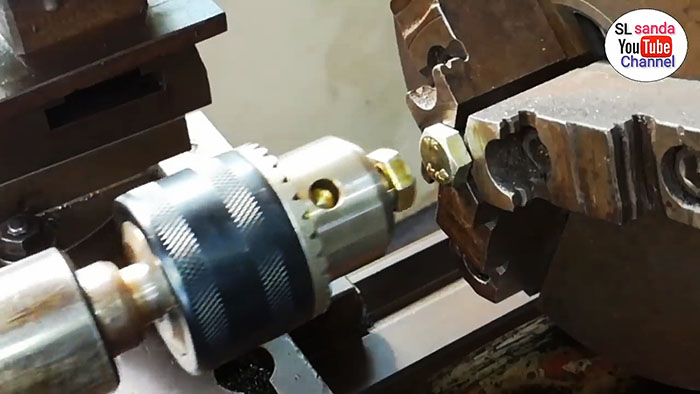
С помощью последней болты приводятся в соприкосновение головками, и запускается станок. Также необходимо увеличивать силу прижима и ловить момент сваривания, чтобы вовремя выключить привод.
Сваркой трением можно соединить материалы, которые другими видами трудно или вовсе не свариваются: сталь и алюминий, аустенитные стали и перлитные. С ее помощью также легко соединяются пластмассовые заготовки.
Вычисления и практика использования соединения трением демонстрирует, что этот способ лучше подходит для заготовок, диаметр которых лежит в диапазоне 6-100 мм. Сварка стержней в диаметре больше 200 мм невыгодна экономически, поскольку процесс потребует большую мощность (0,5 тыс. кВт) и осевое усилие (3×106 Н). Не получится этим способом соединить прутки, имеющие диаметр, меньше 3,5 мм из-за необходимости обеспечения больших оборотов (200 об.-1) и трудности определения момента отключения привода.
















