Способ прочной пайки изделий из различных металлов осуществляется с помощью нагрева спаиваемых деталей газовой горелкой и применением латуни в качестве припоя. При массовом распространении медных автомобильных радиаторов пайка латунью была единственным надежным способом устранить течь. Такая пайка широко применяется при изготовлении и ремонте бытового и промышленного оборудования, кондиционеров. Кроме того, латунная пайка позволяет надежно закрепить тугоплавкие режущие части на теле резца или буровой колонки. Пайка латунью позволяет собирать небольшие художественные изделия ручной ковки (люстры, решетки каминов и т.п.).
Материалы и инструменты
Пайка латунью осуществляется с помощью трех главных компонентов: газовой горелки, дающей температуру не менее 1000 градусов.

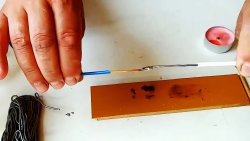
Латунного припоя (в виде проволоки или ленты).

И флюса – тетрабората натрия или буры, в смеси с порошком борной кислоты.

Современные бытовые газовые горелки используют очищенный пропан, продающийся в мини баллонах, либо специальные смеси газов. Более сложные горелки с раздельной подачей газа и кислорода ускоряют нагрев и весь процесс пайки.
Необходимость данного флюса обусловлена содержанием цинка в латуни. Цинк, при плавлении латунной проволоки без буры, вызывает закипание припоя, что влияет на качество шва и его прочностные свойства.
Кроме основных компонентов, нам потребуются вспомогательные инструменты:
- наждачная бумага и напильники для зачистки деталей;
- различные тиски и зажимы;
- удерживающий ручной инструмент (плоскогубцы, длинногубцы и т.п.);
- жидкости для обезжиривания и промывки и удаления окалины с готовых швов (растворы кислот);
- огнеупорные перчатки и другие индивидуальные средства защиты, применяемые при сварочных работах.
При проведении открытых огневых работ необходимо четко соблюдать правила пожарной безопасности. В помещении необходимо иметь огнетушитель, воду, асбестовую ткань или брезент. Следует помнить, что пары цинка ядовиты. Необходимы ИСЗ, перерывы в работе и проветривание помещения.
Процесс пайки латунью

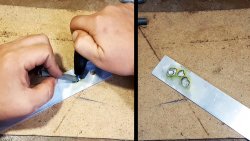
Необходимо подготовить спаиваемые детали. Допустим, нам нужно изготовить небольшую рамную конструкцию из тонкостенных стальных трубок диаметром примерно 5 мм. При пайке двух трубок малого диаметра встык, нужно сделать выемку в торце припаиваемой трубки. Это повысит прочность соединения. Детали необходимо поместить в зажимные устройства и прижать вместе соединения. Это необходимое условие выполнения качественной пайки латунным припоем, так как руки будут заняты горелкой и подачей припоя.
Зажигаем газовую горелку и начинаем разогревать место пайки до появления красного цвета.

Латунную проволоку (припой) также нагреваем и опускаем нагретый конец припоя в буру. Бура налипает на проволоку-припой.

Ненадолго отодвигаем пламя горелки и наносим флюс прямо в место стыка стальных трубок. Бура быстро плавится и охватывает всю зону пайки. Если не убрать пламя, то буру просто сдует с латунной проволоки.
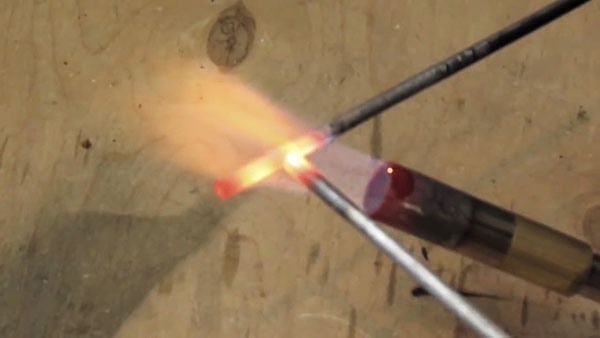
После этого начинается пайка – медленное расплавление латунного припоя, ручная подача его и заполнение им стыка между деталями.

При проведении работ осуществляется визуальный контроль над качеством шва. Если в нижней части обнаружен свищ или зона не охваченная припоем. Деталь лучше перевернуть и пропаять это место заново.
После набивки руки можно паять и «потолочные» стыки. Спаянные детали должны остыть на воздухе.

Затем нужно удалить окалину, помещая деталь в раствор пищевой лимонной кислоты.

Для проверки качества шва согнем изделие.

Очень прочно!
Меры предосторожности
Пайка латунью относится к открытым огневым работам. Необходимо строгое соблюдение всех мер пожарной защиты. Кроме того, работа с парами цинка может вызвать тяжелое отравление организма. Необходимо принять меры защиты. Мини баллоны с газом могут иметь протечки в клапане, что приводит к взрывам и пожарам. Необходим постоянный контроль за работой газовой горелки.