При сварке тонкого металла во избежание его сквозного прожога важны все аспекты сварочного процесса: диаметр и тип применяемого основного электрода, сила сварочного тока, скорость и траектория ведения электрода, качество зачистки свариваемых деталей и т. д.
Но в некоторых случаях при сварке тонкого металла при различных зазорах всех перечисленных факторов оказывается недостаточно и тогда применяется еще один фактор, связанный с применением присадочного материала. Причем во всех случаях сварка ведется прерывистой дугой и электродом двигают в поперечном направлении. Последовательно рассмотрим способы применения этого метода.
Сварочные электроды широкого назначения на АлиЭкспресс со скидкой - http://alii.pub/606j2h
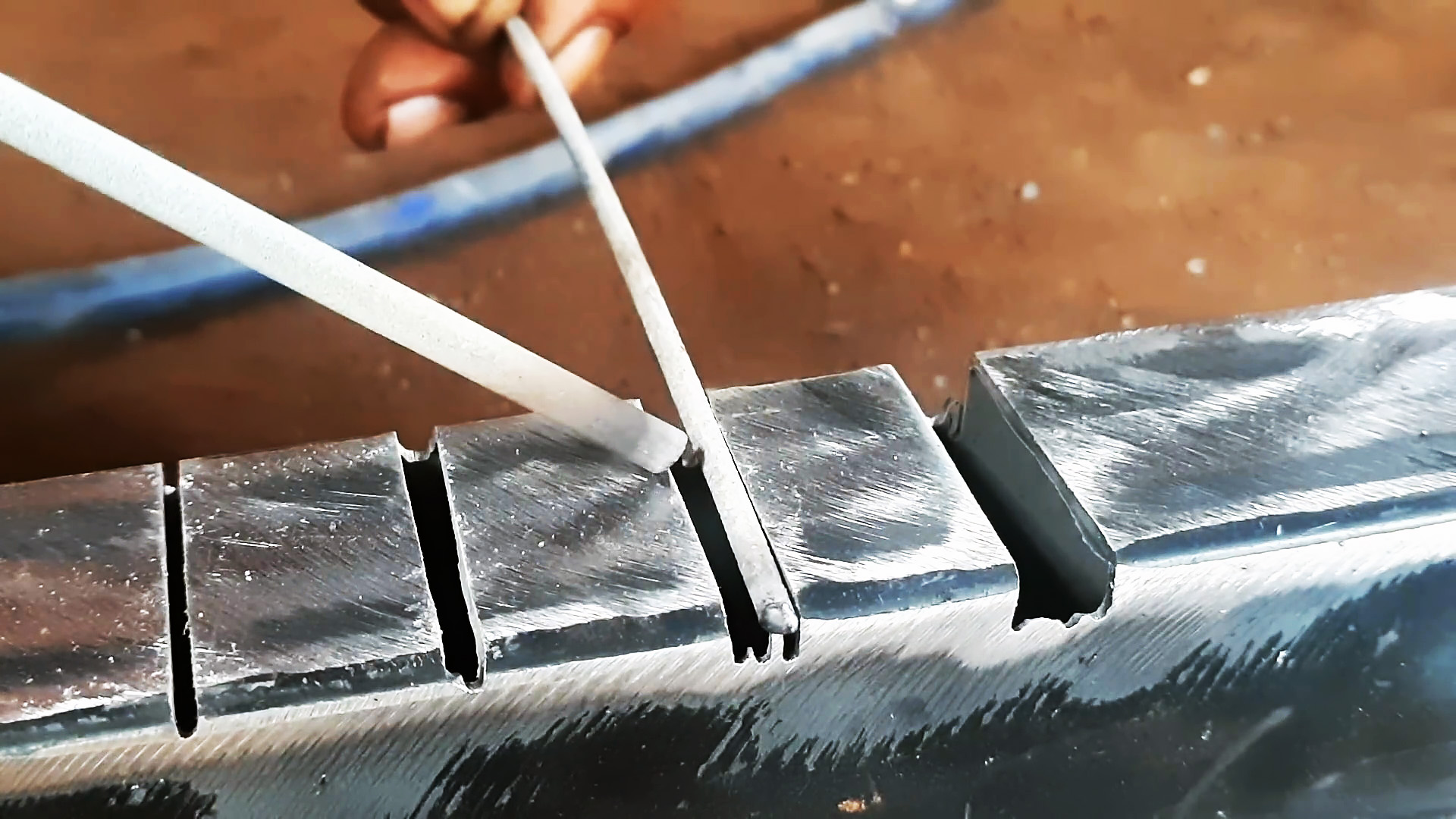
Способ 1: зазор меньше диаметра присадочного материала
Таковым считается зазор между свариваемыми деталями, ширина которого меньше диаметра присадочного материала. Конец электрода без обмазки или сварочной проволоки оплавляется основным электродом путем его поперечного перемещения от кромки одной детали до другой через присадочный материал.
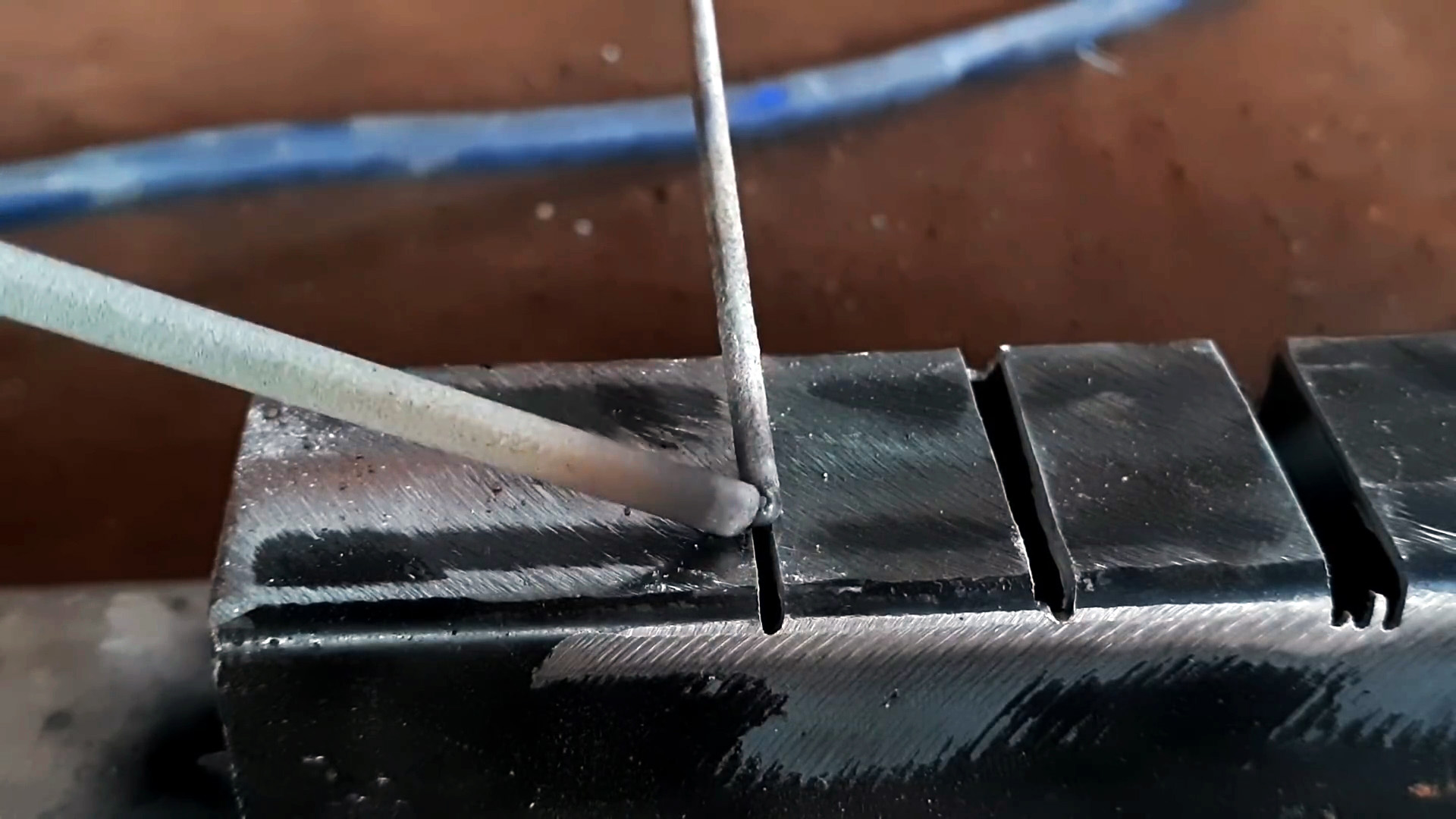
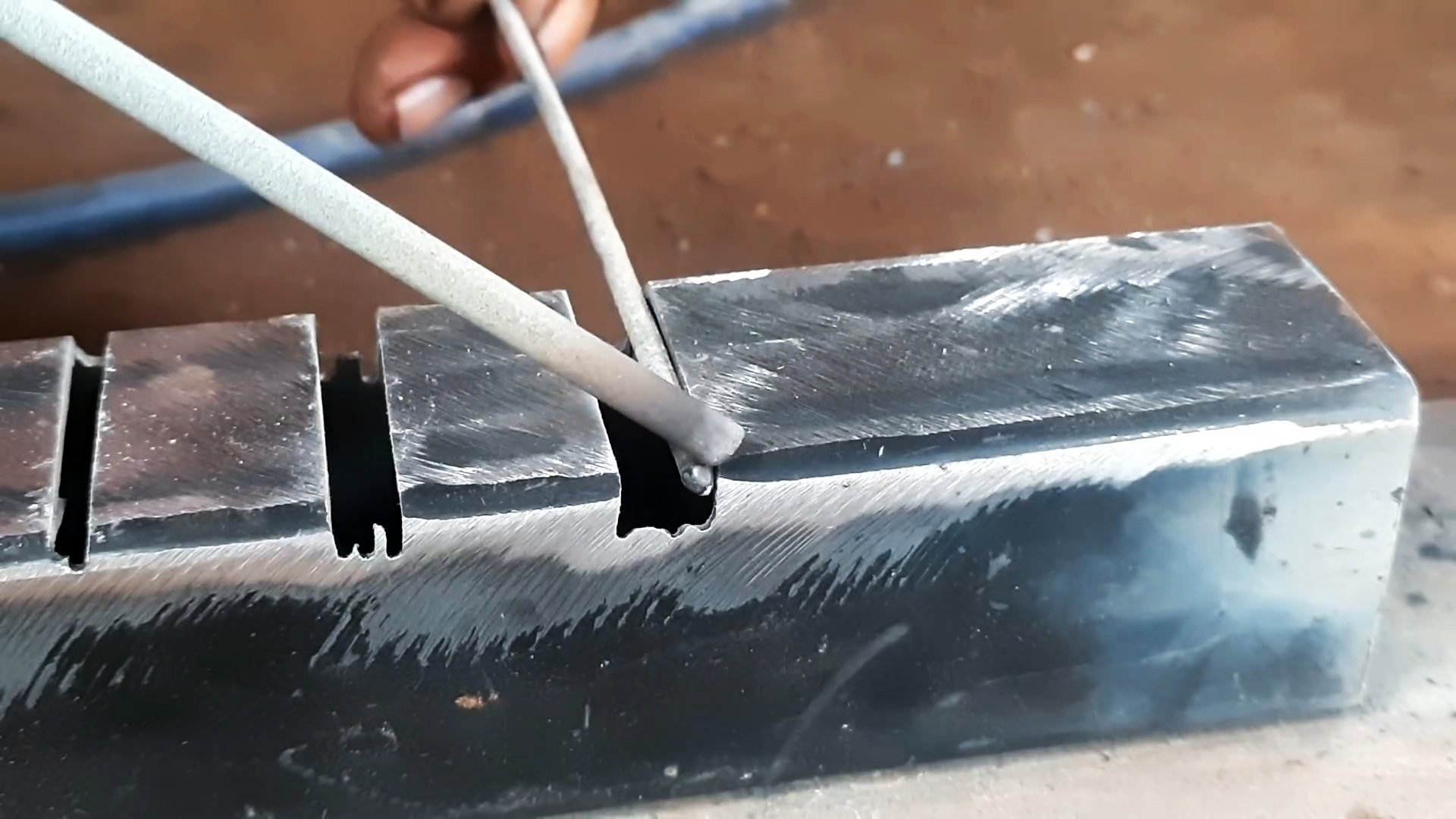
Способ 2: когда зазор сопоставим с диаметром присадочного материала
Вероятно, это наиболее простой и удобный для реализации способ, так как присадочный материал попадает в зазор и свариваемая поверхность достаточно ровная. Прожог материала минимизируется, поскольку большая часть энергии электрической дуги идет на расплавление присадочного материала. В остальном процесс дублирует способ 1: сварка ведется основным электродом путем его поперечного перемещения между кромками свариваемых деталей.

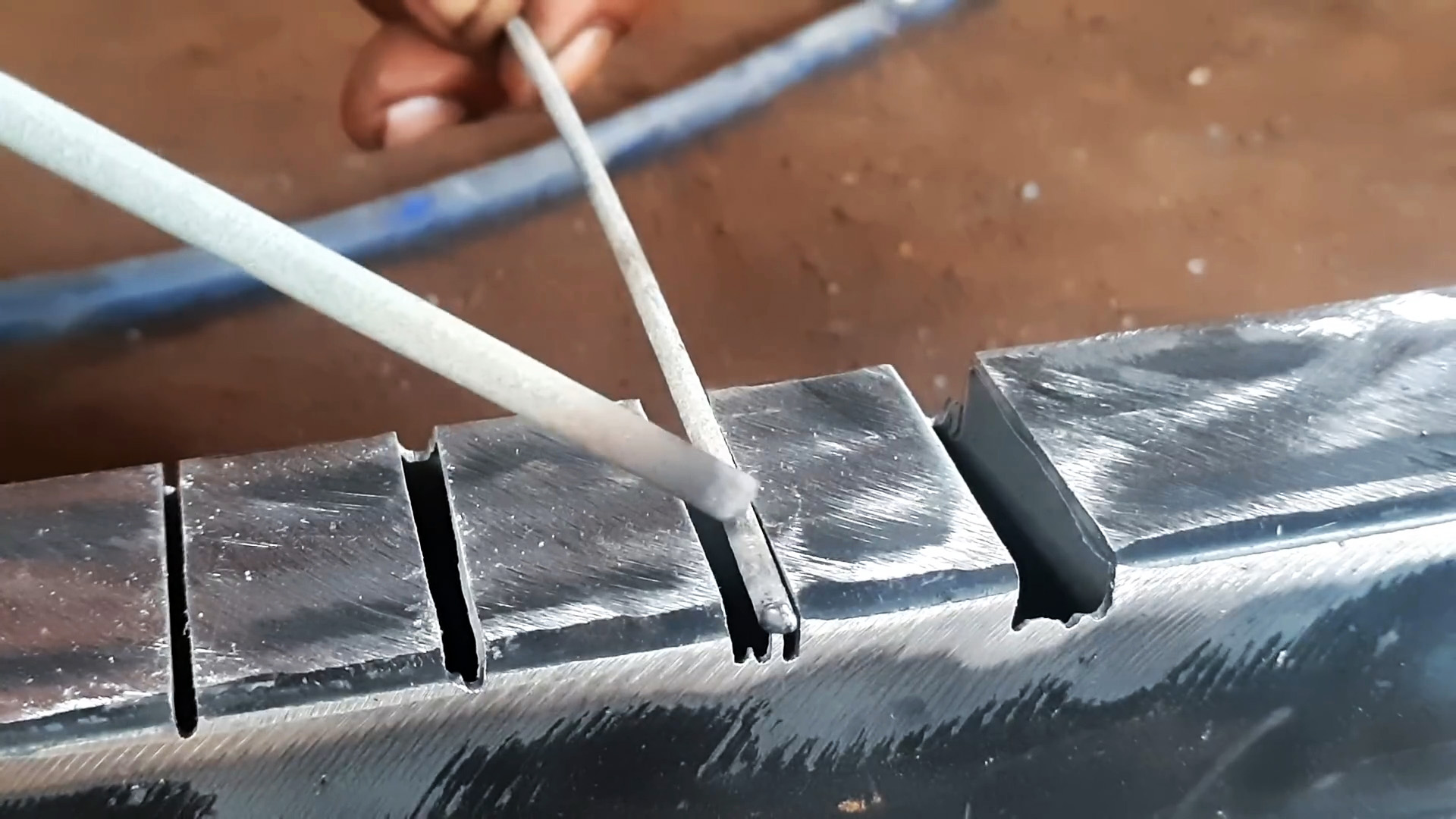
Способ 3: зазор равен двум диаметрам присадочного материала
В этом случает к одной кромке свариваемого материала привариваем на всю длину зазора присадочный материал, а затем его остаток помещаем между приваренным ранее присадочным материалом и второй кромкой свариваемых деталей. Далее после розжига дуги основным электродом совершаем поперечные движения между кромками над двумя полосками присадочного материала.

Способ 4: зазор превышает два диаметра присадочного материала
В такой ситуации привариваем присадочный материал к обоим свариваемым кромкам, затем помещаем его в оставшийся зазор и ведем сварку основным электродом, перемещая его в поперечном направлении от кромки до кромки, но уже над тремя полосками присадочного материала. Безусловно, такой случай требует от сварщика большего внимания и некоторого мастерства.
Сварочные электроды широкого назначения на АлиЭкспресс со скидкой - http://alii.pub/606j2h