
Для получения надежного горизонтального (и любого другого) шва электрод перемещают сразу в трех плоскостях: поступательно по направлению его оси, прямолинейно вдоль сварного валика и колебательно поперек шва. Вначале это кажется невозможным, но регулярные попытки и упорство принесут вскоре желаемый результат.
Понадобится
Для результативных и безопасных занятий приготовим следующие материалы, оборудование и принадлежности:
- ручной сварочный аппарат;
- свариваемый металл;
- электроды соответствующего диаметра;
- молоток для отбивки шлака;
- сварочную экипировку (маску, рукавицы и пр.).
Процесс сварки
Колебательные движения поперек оси сварного шва обеспечивают нужную ширину, надежную проварку корня шва и кромок, замедление охлаждения ванны жидкого металла и удаление шлака из зоны горения. Учитывая толщину металла и диаметр электрода, выбираем силу сварочного тока 91 А.

Полумесяцем вперед
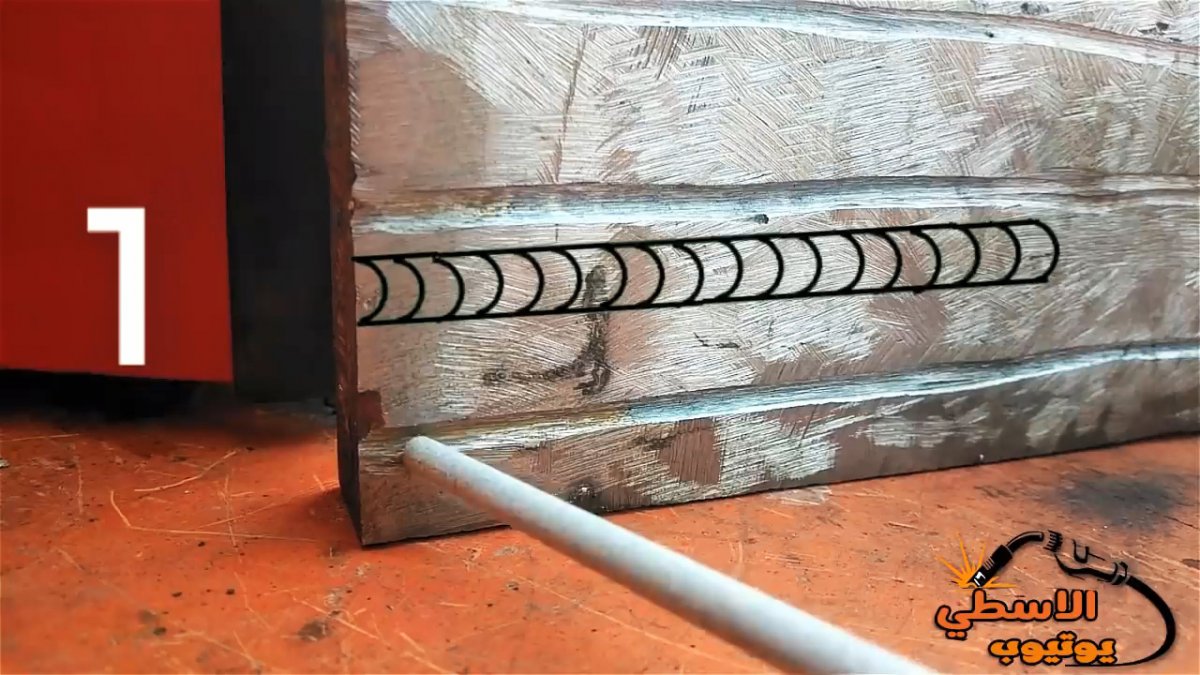
При этом движении конец электрода перемещается по дуге окружности выпуклостью, направленной вперед. С его помощью стыкуются швы со скошенными кромками внизу и угловые швы, катет которых не более 6 мм.

Если эти движения выполнены правильно, то весь шлак оказывается наверху валика и для его удаления даже не нужен молоток. Шов получается нужной ширины и постоянным по длине.

Спираль
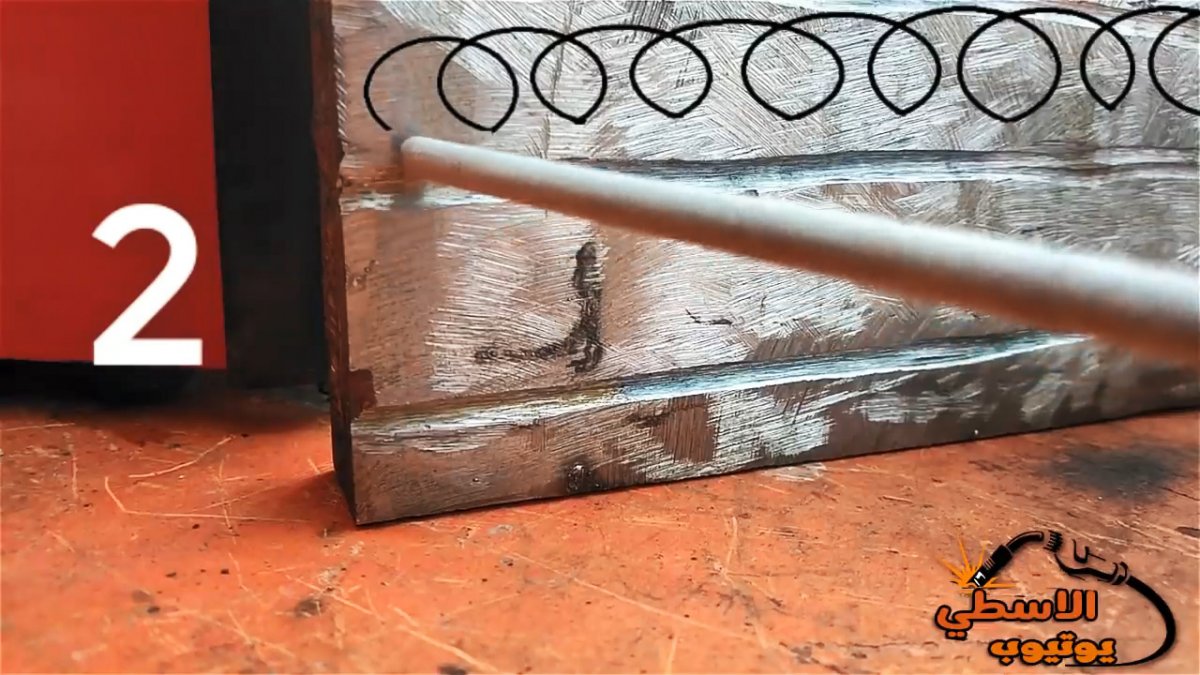
Здесь конец электрода совершает круги или овалы, очерчивая края сварочной ванны. При этом происходит равномерный прогрев по ширине шва. Часто применяется при сварке в плоскости нижнего горизонта.
Это движение относят к простым и доступным для исполнения. Оно обеспечивает постоянный и легкий контроль за расплавленным металлом. При его правильном исполнении шлак также образуется сверху шва и легко удаляется по всей длине сразу.

Ниточный шов
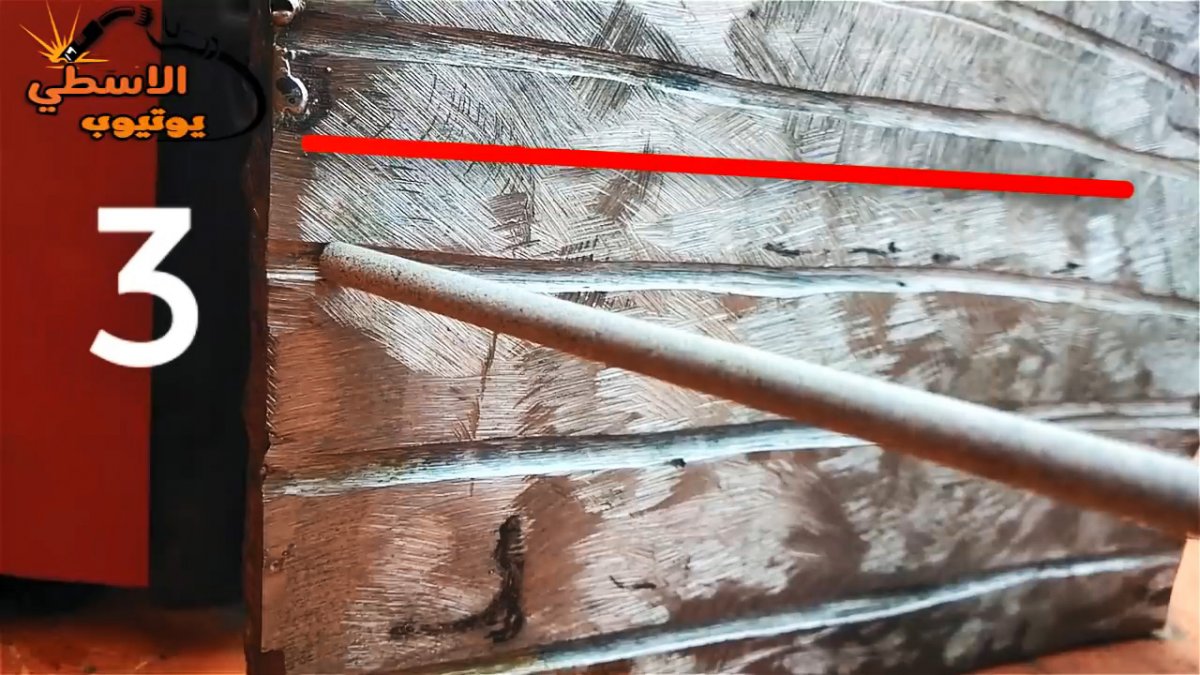
Когда конец электрода не совершает колебаний поперек шва, а движется прямолинейно в продольном, относительно валика направлении, то образуется узкий или ниточный шов шириной 1,2±0,4 диаметра электрода. Их применяют при сварке тонкого металла и при наложении первого слоя в многослойном шве. Этот вид – самый простой в исполнении.

Зигзаг

Чтобы создать сварной шов заданной ширины, конец электрода двигают по зигзагообразной линии симметрично оси валика. Но в процессе нельзя забывать о длине дуги, чтобы получилась ровная дорожка без шлаковых включений.
Этот способ применяется при сварке металла толщиной до 6 мм. Наиболее качественные швы получаются при сварке встык и нижнем положении. Также он позволяет надежно сваривать стыки без скоса кромок.

Обратный полумесяц

При этом способе левый и правый край сварного шва прогревается лучше, т. к. концом электрода совершаются дуги, выпуклостью направленные назад. Его применяют, когда используются толсто-покрытые электроды, чтобы лучше расплавлялся металл и шлак.
Этот способ движения электрода применяют при сварке в нижнем положении и когда свариваются вертикальные и потолочные швы, у которых выпуклая наружная поверхность.

















