
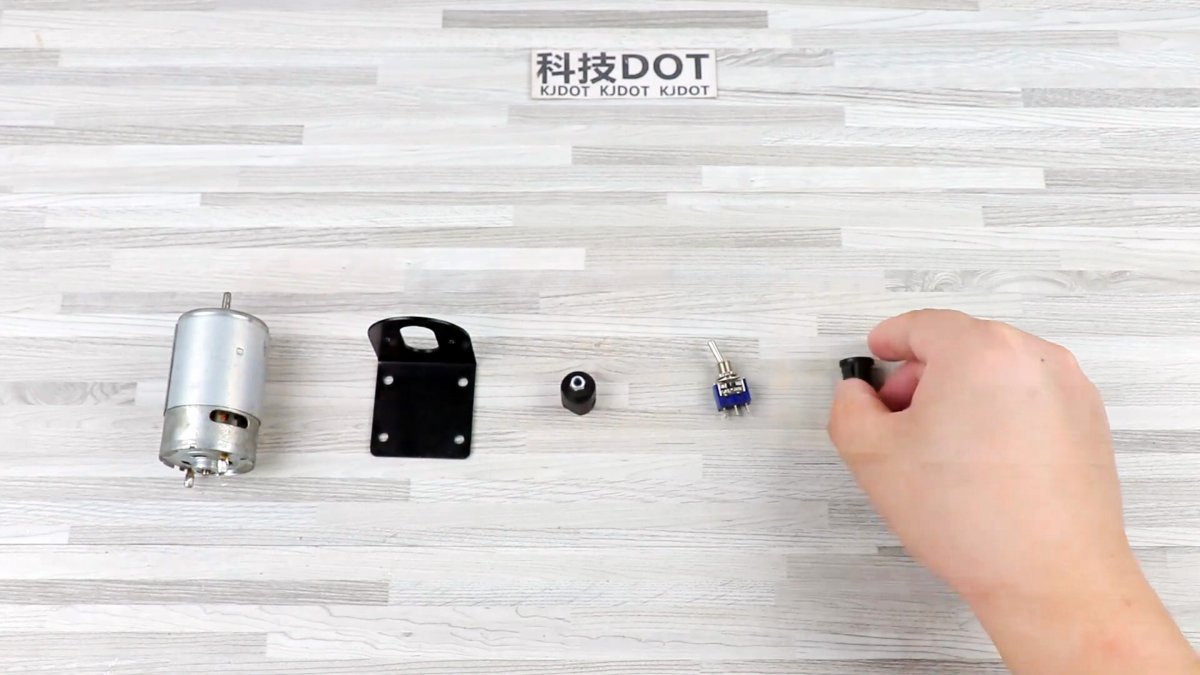
Материалы:
- электродвигатель DC 555 - http://ali.pub/4x5mnx
- кронштейн для двигателя;
- разъем питания;
- переходник с вала двигателя на отрезной диск;
- тумблер включения;
- алмазный диск 40 мм;
- блок питания 12-24В;
- фанера 10 мм;
- ПВХ труба 50 мм.
Процесс изготовления заточного станка для сверл
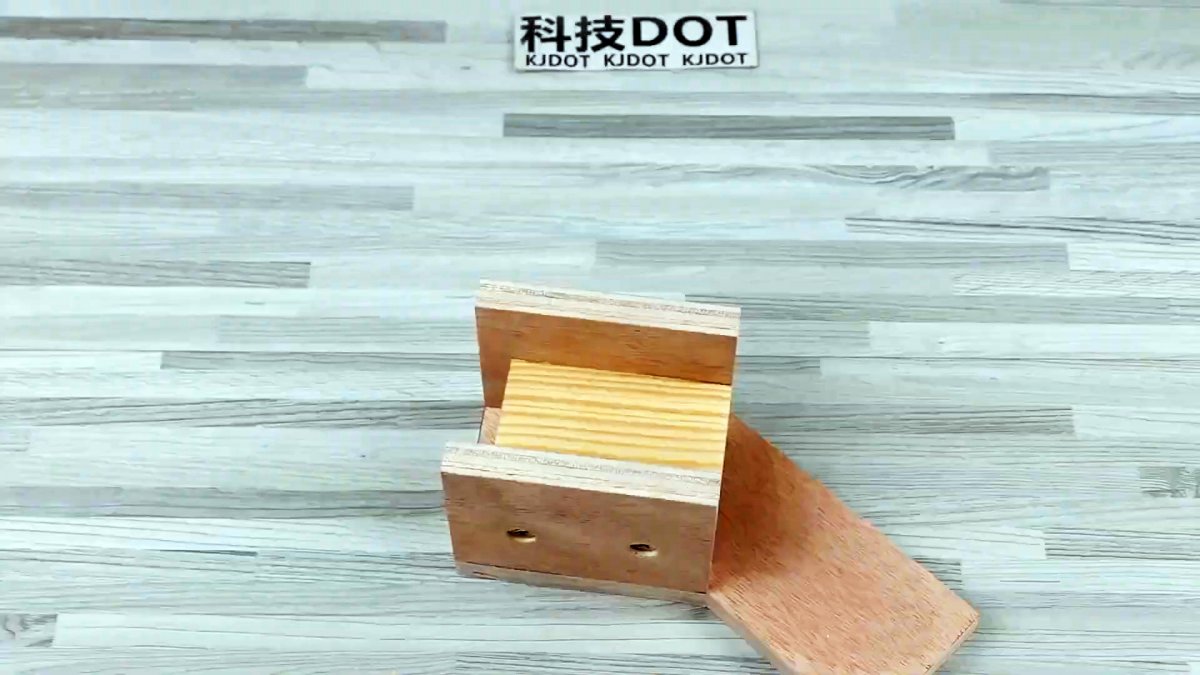
Из фанеры или доски толщиной 10 мм нужно выпилить 2 заготовки 70х55 мм и одну 60х40 мм. С помощью саморезов они соединяются в Н-образную станину станка.

Затем из фанеры вырезается подошва. Она должна иметь угловую форму. При ее черчении желательно использовать транспортир, чтобы сформировать угол, под который будут затачиваться сверла. К примеру, если нужно точить сверла по твердому металлу, то нужен угол 116-118 градусов. Подошва прикручивается к основанию саморезами. Если изначально не заложить правильный угол, то в дальнейшем при размещении упора под сверла он установиться несимметрично. Это не критично, но будет смотреться менее аккуратно, чем могло бы.

На станину станка устанавливается кронштейн, и уже к нему прикручивается двигатель. На валу мотора зажимается переходник на отрезной диск.


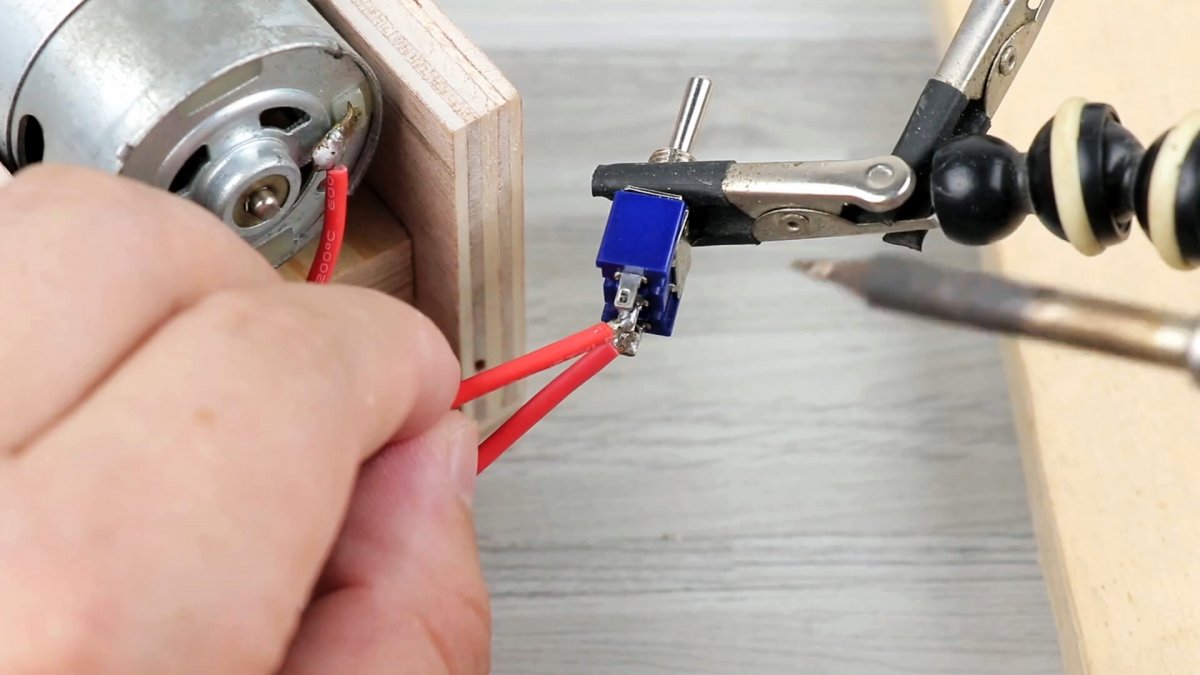
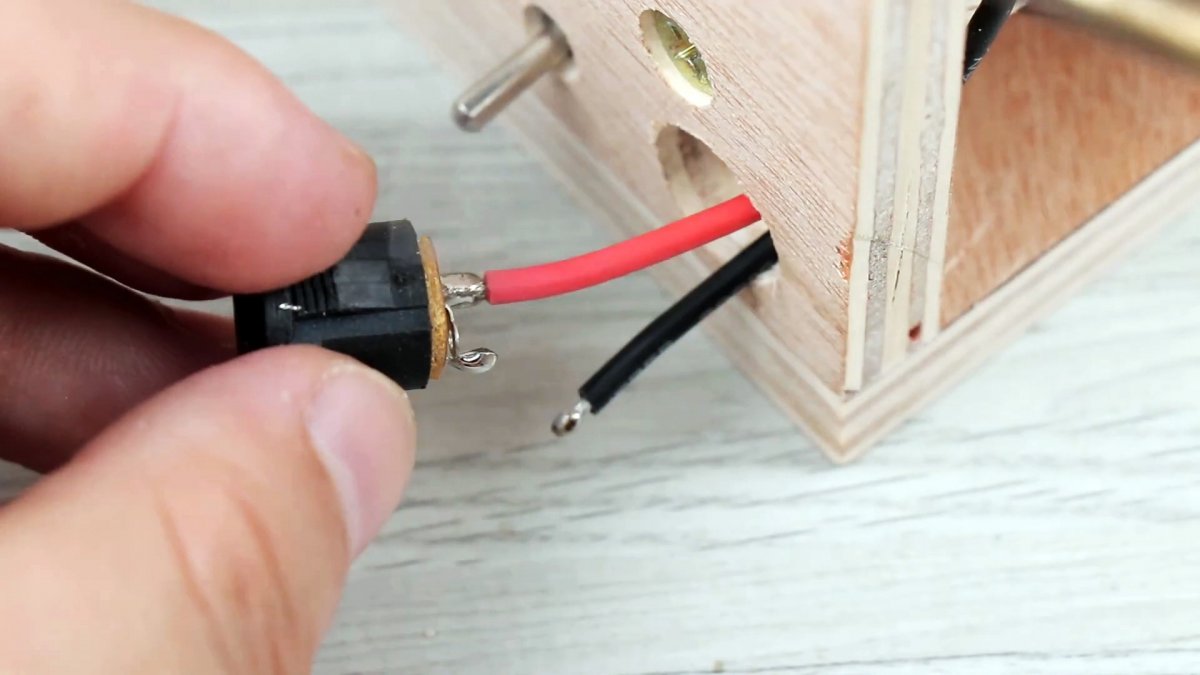
Сбоку в нижней части основания просверливаются отверстия под установку разъема питания и тумблера. Электрическая часть станка паяется и подклеивается по месту.

Далее отрезается кусок ПВХ трубы длиной 86 мм. Ее нужно обрезать вдоль как на фото. В результате получается кожух для защиты двигателя. Он приклеивается на станину станка поверх мотора. Важно, чтобы кожух имел достаточную прорезь для возможности доступа к переходнику на валу двигателя гаечным ключом, что нужно для зажатия абразивного диска.


На переходник на валу мотора устанавливается алмазный диск 40 мм.

Затем к выступающей части подошвы прикручивается вырезанный из фанеры упор для сверл. Он располагается так, чтобы опираемое на него сверло касалось вершиной к диску под углом 116-118 градусов.

Его верхняя сторона делается также под углом соответствующим углу заточки. Для предотвращения соскальзывания сверла на упор сверху приклеивается державка из П-образного алюминиевого профиля.

Благодаря ей затачиваемая кромка всегда будет строго параллельна плоскости абразивного диска.




















