
Необходимые инструменты:
- рулетка;
- угольник;
- маркер;
- болгарка;
- сварочный аппарат.
Изгиб профильной трубы под 45 градусов
В центре будущего изгиба профильной трубы маркером под угольник проводится поперечная линия. Такая отметка делается со всех 4-х сторон трубы.
Далее на одной из сторон нужно сделать еще 4 поперечные линии по 2 слева и справа от центральной. Они проводятся под угольник с отступом в половину сечения трубы. К примеру, если она 40х40 мм, значит следует отступать с шагом 20 мм, а если 50х50 мм, то 25 мм. Такие же линии нужно нанести на противоположной стороне трубы.
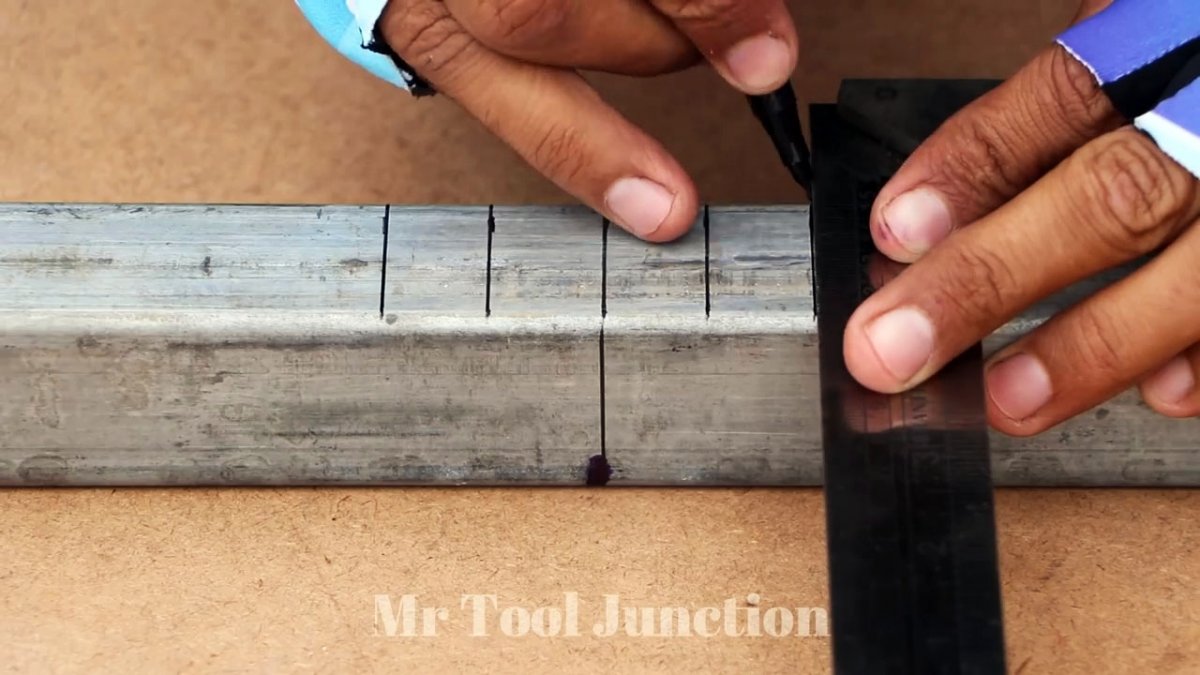
Затем между этими линиями рисуются диагонали, как на фото. В результате они должны составить букву «М». Аналогичные диагонали делаются на противоположной стороне трубы. Важно, чтобы они были в этом же направлении.

Далее труба поворачивается так, чтобы стороны с диагоналями были по бокам, после чего следует навести маркером крайние линии, как на верхней стороне, так и обороте.
Теперь используя болгарку нужно сделать резы по диагоналям с обеих сторон. Удобней всего использовать для этого изношенный отрезной круг, так как он имеет малый диаметр, что позволяет работать тонко, не подрезая лишнего.

После резки диагоналей требуется уложить трубу так, чтобы составляемая или буква «М» оказалась перевернутой. На следующем этапе прорезаются находящиеся сверху крайние отметки, оборот трубы при этом должен остаться целым. В результате подрезок отделяется ненужный фрагмент с двумя зубьями.

Подготовленная таким образом труба сгибается руками.
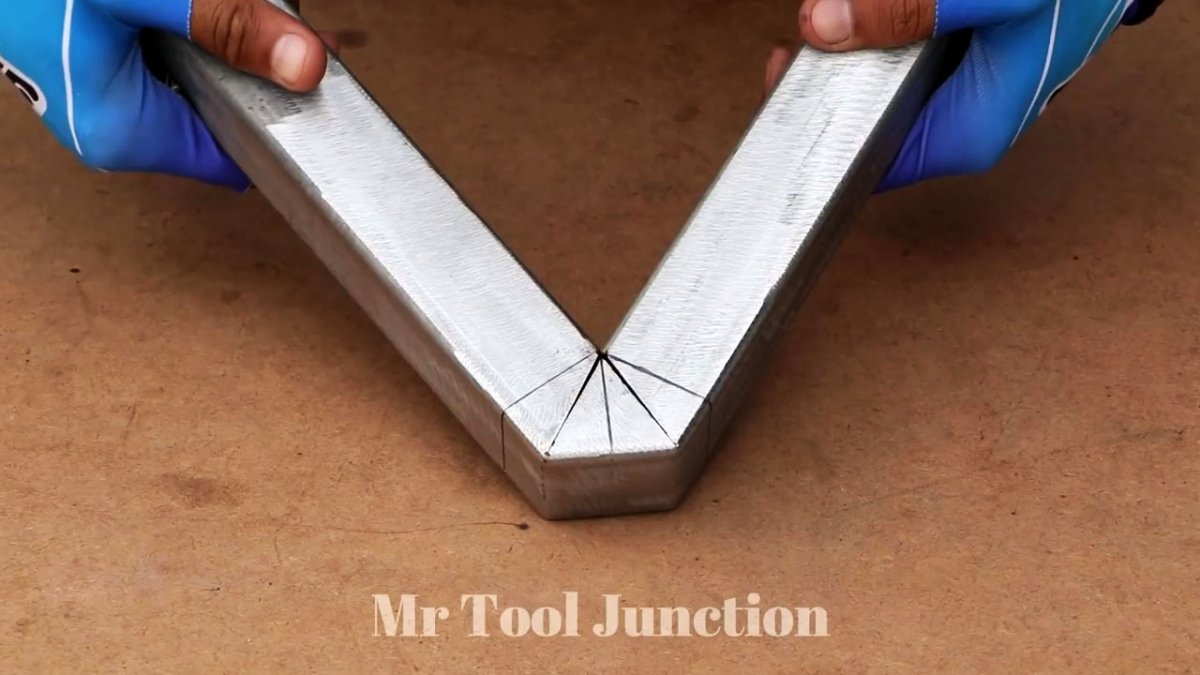
Если ее стенки толстые, то придется воспользоваться тисками. Далее нужно заварить и зашлифовать стыки.


В результате получается идеальный изгиб 45 градусов без острого внешнего угла, который выглядит как заводской. Таким способом можно сгибать трубы при изготовлении различных каркасов и рамок, где важна безопасность. Случайное столкновение рукой или ногой об такой загиб менее травмоопасно, чем об обычный изгиб с острым внешним углом.


















