
Понадобится
Если в наличии имеется подходящая по диаметру кольцевая фреза (другое название корончатого, пустотелого или кольцевого сверла), то работать с криволинейными поверхностями, в частности, цилиндрическими, становится намного проще и производительней.
Также нам нужен будет привод для инструментов, например, дрель, несколько обычных спиральных сверл разного диаметра и средство для охлаждения коронки во время работы. Это может быть специальная смазочно-охлаждающая жидкость, подходящее машинное масло или, положим, универсальная смазка WD-40.

Алгоритм процесса сверления с помощью коронки
Сверление поверхности трубы должно быть направлено строго по диаметру, иначе невозможно будет добиться положительного конечного результата.
1. Отмечаем на торце трубы с помощью маркера места пересечения диаметра со стенками изделия (для этого существуют множество способов и приспособлений).
2. Устанавливаем трубу так, чтобы одна из меток оказалась строго сверху. С помощью рулетки отмеряем от нее по образующей требуемое расстояние и отмечаем его маркером.

3. Зажимаем трубу в слесарные тиски и накерниваем отмеченную точку, используя керн и молоток.

4. Переворачиваем трубу в тисках обратной стороной, отмечаем точку, противоположную первой, и также накерниваем ее.
5. Сверлим, используя тонкое сверло и дрель, отверстия в намеченных двух точках трубы.
6. Далее рассверливаем их сверлом большего диаметра за один проход насквозь, так как имеется верхнее направляющее и нижнее центрирующее отверстие.

7. Заменив в патроне дрели спиральное сверло на коронку с центрирующим сверлом, поворачиваем трубу в тисках на 90 градусов, чтобы направляющие отверстия располагались горизонтально. Это позволит прикладывать большие усилия при работе с коронкой.

8. Так как при работе кольцевое сверло сильно разогревается для его охлаждения и облегчения процесса, обильно смазываем рабочие зубья и прилегающий к ним пояс стакана по кругу универсальной смазкой WD-40.
9. Вставляем центрирующее сверло коронки в заранее подготовленное в трубе отверстие и начинаем процесс, добавляя время от времени на коронку смазку.

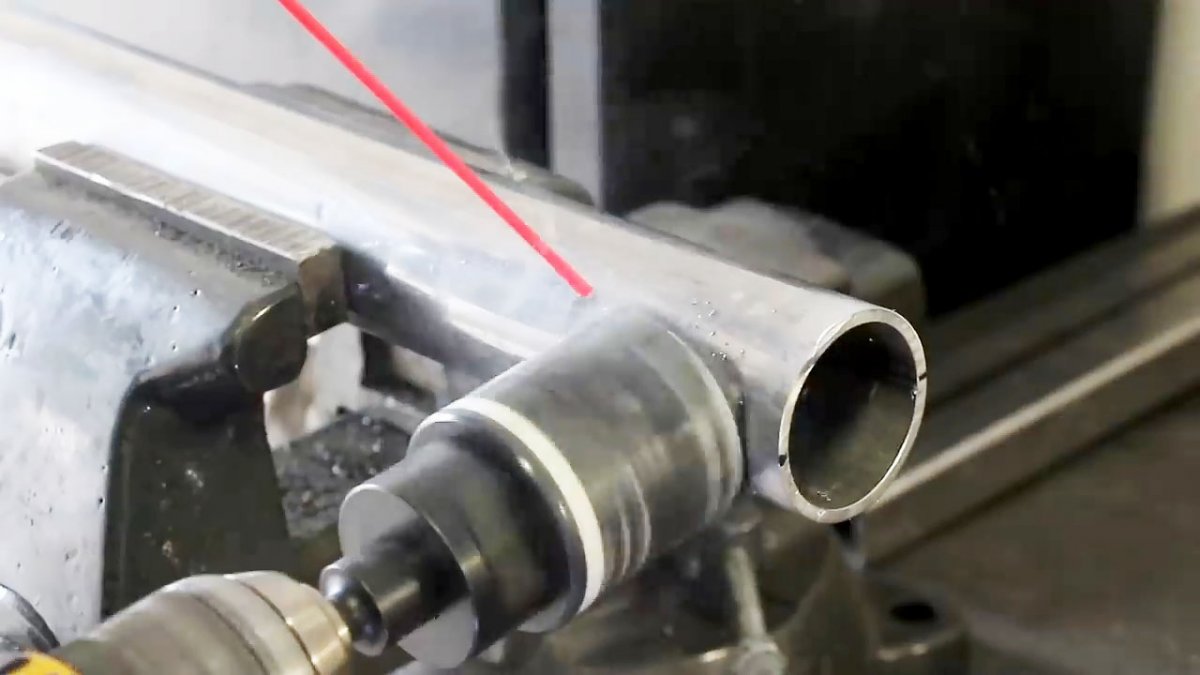
10. После выхода коронки с противоположной стороны трубы, мы получаем вырез, который по конфигурации должен точно соответствовать такой же по диаметру трубе, что и подтверждается соответствующей проверкой.

11. Если требуется несколько одинаковых по длине патрубков с фигурными вырезами на торцах, то в трубной заготовке на равном расстоянии друг от друга сверлим центрирующие отверстия, и поочередно, используя корончатое сверло, получаем искомые заготовки.

Для справки
Напоминаем, что наружный диаметр кольцевого сверла и обрабатываемой трубы должен быть строго одинаковым.
















